铬系马氏体不锈钢
出处:按学科分类—工业技术 中国科学技术出版社《不锈钢实用手册》第878页(2412字)
(1)铬系马氏体不锈钢的焊接性
铬系马氏体不锈钢有:1Cr13、2Cr13、3Cr13、Y3Cr13、3Cr13Mo、4Cr13、3Cr16、7Cr17等钢种,这些钢种是铬从11.5%~18%按其耐蚀性派生出来的。铬是铁素体形成元素,为了保持马氏体组织,较高的铬需要较多的碳含量,以使在热处理后形成马氏体。马氏体不锈钢在临界(AC3)温度以上是面心立方的奥氏体组织,在快速冷却到临界温度以下时,奥氏体转变为体心立方的马氏体。组织的转变引起体积变化,产生应力,从而提高了硬度和降低塑性。这一特性对于焊接接头的影响尤其重要,因此焊后在热影响区容易引起裂纹。特别是电弧焊时,熔池因吸氢的作用,刚度大的结构焊后经过一定的潜伏期,氢将引起焊缝和熔合区的延迟(冷)裂纹。与碳钢、低合金钢相比,氢的扩散速度缓慢,约为碳钢的1/10~1/25,延迟裂纹焊后5天之内仍应注意,可能发生开裂。
铬系马氏体不锈钢随着碳含量的增加,焊接接头的冷裂纹倾向加大。所以用来制造焊接结构的多数是1Cr13、2Cr13等马氏体不锈钢,含碳更高的3Cr13、4Cr13等冷裂纹倾向更强,一般不能焊接。
已知Cr13型不锈钢中C+N的含量的增加,硬化加强,裂纹倾向加剧。图2-11是马氏体不锈钢用斜Y型坡口铁研式裂纹试验的裂纹敏感性和C+N总含量的关系。由图可见降低C+N可以显着改善Cr13型马氏体不锈钢的焊接延迟裂纹的敏感性。

图2-11 马氏体不锈钢裂纹敏感性和C、N的关系
1Cr13马氏体不锈钢,实际上是半马氏体组织,在焊接热影响区近缝区会形成粗大铁素体及沿晶界析出的碳、氮化物,塑韧性显着降低。因此在采用同质焊材时,焊材中应添加Nb、Ti、Al等合金元素,可细化晶粒,提高焊缝金属的塑韧性,防止裂纹的产生。
(2)铬系马氏体不锈钢的焊接方法及焊接材料
熔化焊各种方法均可用来焊接铬系马氏体不锈钢,但最常用的方法是手工焊条电弧焊和钨极氩弧焊。当采用手工焊条电弧焊时应尽可能采用低氢、超低氢焊条,焊前经过300~350℃的高温烘烤以减少扩散氢的含量,降低冷裂纹的敏感性。钨极氩弧焊(GTAW)主要使用于薄壁构件和管道焊件,以及重要部件的根部封底。GTAW焊的特点是焊接质量高,焊缝成型美观,可单面焊,双面成型,保证管子内焊缝的成型质量。焊接时为防止背面氧化,封底焊通常采取氩气背面保护的措施。Ar+CO2或Ar+O2的富氩混合气体保护焊也常用于焊接马氏体不锈钢,具有焊接效率高,焊缝质量较好以及焊缝金属具有较高抗氢致(冷)裂纹的特点。表2-6是已标准化的Cr13型马氏体及低碳铬镍系马氏体不锈钢常用焊材。
表2-6 马氏体不锈钢的常用焊接材料及焊接方法

铬系马氏体不锈钢,因焊接性较差,采用与母材成分相同的焊材时,通常均应采取焊前预热,焊后热处理。但当焊件的拘束度大,且难于进行预热和焊后热处理时,也可以采用奥氏体型焊接材料(见表2-6),以提高焊接接头的塑韧性,防止裂纹的发生。但奥氏体或以奥氏体为主焊缝金属的强度低于马氏体母材,而且由于焊缝金属化学成分和显微组织与母材差别较大,焊接残余应力较大,对焊接接头的使用性能产生不利影响,特别是对接头的疲劳蠕变性能和应力腐蚀破裂不利。因此采用奥氏体焊材时应根据使用条件严格选择和进行工艺评定。有时还可采用镍基合金焊材,使焊缝的膨胀系数与母材接近,尽量降低焊接残余应力和高温热应力。
(3)铬系马氏体不锈钢焊前预热和焊后热处理
预热和控制层间温度是防止这类钢发生裂纹的最有效的措施,通常预热温度为100~350℃,碳含量是决定是否进行热处理的主要因素。下面是配合焊接工艺和碳含量铬系马氏体不锈钢相应的预热和焊后热处理温度:
C≤0.05%,预热温度为100~150℃;
C=0.05%~0.15%,预热温度为200~250℃;
C≥0.15%,预热温度为300~350℃。
多层焊时,层间温度应与预热温度相当。为了防止氢致裂纹,对于含碳较高、拘束度较大的焊件,焊后热处理前还应采取后热处理。
焊后热处理对铬系马氏体不锈钢来说,应作为一个焊接过程必不可少的工序,通常进行以下两种焊后热处理。
①高温退火。820~880℃保温2h后以50℃/h的速度炉冷至600℃,然后空冷,可使焊接接头的硬度最低,改善塑性。
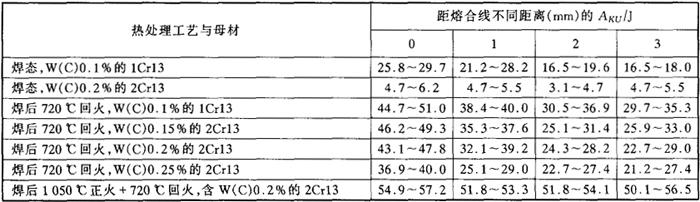
②回火处理。650~750℃保温1h以上,然后以50℃/h的速度冷却。焊后回火热处理的目的是降低焊缝和热影响区的硬度,使塑韧性得到相当的恢复,同时降低残余应力。表2-7是焊后回火热处理对Cr13型马氏体不锈钢同质焊材焊接接头热影响区冲击韧性的影响。
表2-7 焊后热处理对Cr13型马氏体不锈钢同质焊材焊接接头热影响区冲击韧性的影响