熔化极气体保护焊(GMAW)
书籍:不锈钢实用手册
出处:按学科分类—工业技术 中国科学技术出版社《不锈钢实用手册》第968页(525字)
熔化极气体保护焊是用可熔化的焊丝与被焊工件之间的电弧作为热源来熔化焊丝与母材金属,并向焊接区输送保护气体,保护电弧和熔化金属,见图6-4。
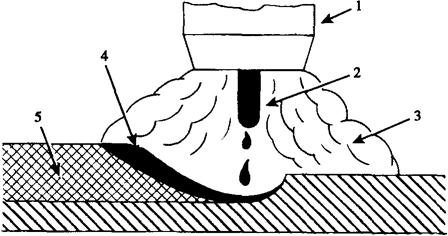
6-4 熔化极气体保护焊示意图
1-焊枪;2-丝极;3-保护气;4-液态焊缝金属;5-固态焊缝金属
熔化极气体保护焊用焊丝作为电极,克服了钨极对电流的限制,焊接电流可以提高,大大提高熔敷速度从而提高效率。熔化极气体保护焊的焊丝有实芯焊丝和药芯焊丝,按保护气体分有惰性气体保护焊(一般为氩气)、氧化性气体保护焊(CO2)以及混合气体保护焊。
熔化极气体保护焊焊接不锈钢的熔滴过渡形式有喷射过渡、短路过渡和滴状过渡三种。滴状过渡时,熔滴直径比较大,导致了飞溅较大,焊接过程不稳定,生产中几乎不用;短路过渡电弧间隙小,电弧电压较低,电流比较小,适于薄板焊接;喷射过渡是最常用的,对于一定直径的焊丝和保护气体,当焊接电流增大到一定值电流(临界电流)时,焊丝熔化的金属被压缩成尖状,以细小熔滴高速轴向射入熔池,即喷射过渡。