不锈钢板材的表面加工
出处:按学科分类—工业技术 中国科学技术出版社《不锈钢实用手册》第985页(1715字)
表7-1至表7-3显示出了有关标准中的许多种板材的表面加工。其中大量应用的是2B或2R(有时称为BA或2BA)和4号表面加工。
(1)热轧的表面加工
经热轧、热处理后不除鳞者称之为“1C”、“HRA”或“O”的表面加工。有一些中、厚板在这种状态下使用,因表面光滑度并不重要,表面粗糙度一般为2~6μm,因未酸洗,氧化物下的贫铬层使表面的耐腐蚀性不如酸洗后的,尽管腐蚀率大大低于碳钢,这种表面呈黑色并在潮湿环境下会遭受腐蚀。
钢板经过酸洗(硝酸和氢氟酸的混合液)清除高温氧化物和贫铬层(包括酸洗前的喷丸处理,破裂较厚的黑色氧化层,加快酸洗速度),这种表面加工被称为“1D”,“HRAP”,“No.1”或“S&D”(软化并除鳞)。
中板可经热轧、热处理、酸洗工艺获得热轧的表面加工,也可通过冷轧或平整来改善表面质量。有些加工厂也用研磨及抛光来处理中板质量,并获得近似薄板抛光的效果。
热轧卷板通常在酸洗后要对钢板进行精整,用手提砂轮去除单面或双面表面缺陷再进行冷轧。
(2)冷轧的表面加工
经冷轧、热处理、酸洗、再经毛面辊平整,称之为2D表面加工,2D可以是酸洗表面,也可以是毛面表面。
酸洗后再用大直径高精度抛光辊进行小压下量的平整(这只能少量降低粗糙度,但可提高光泽和平直度),形成不锈钢的2B表面加工。
虽然影响钢板表面粗糙度的因素很多,但冷轧起主导作用(见图7-2),总冷轧量决定了表面粗糙度范围为0.1~1.0μm。由于不同的性能要求(如:防划伤和涂料附着力等),需要较粗糙表面时,选用2D,表面粗糙度为0.5~3.0μm。

图7-2 冷轧压下率与表面粗糙度的典型变化(2B产品)
高反射率的轧制2R(BA)表面加工是在还原的干燥氮/氢气氛中经过光亮退火,不需要再进行酸洗和钝化处理。
(3)特殊表面加工
由轧制表面加工的板材再进行逐级的磨抛,使表面具有毛面或不同的光亮等级(3号、4号、6号、7号、8号)。常用的2J或4号表面加工是采用磨料抛光(先用较粗的磨料,再用80~220磨料),然后对钢卷进行张力矫直或平整,提高表面光泽。
所用磨料的等级和种类(碳化硅产生的表面效果要比用同等粒度氧化铝磨出的表面更柔和)、砂带号和砂带的状况、压头压力和钢带速度以及是否加润滑液,这些都直接影响表面的效果。不同生产厂之间没有统一标准,不可能匹配。流通领域的加工中心省略了张力矫直或平整,表面光泽较差。此外,标准的抛光工艺在不同的钢种上产生不同的效果,不可能完全一致。对一些关键性应用,订单中需要“典型样片”做参照,便于取得一致的看法。表7-7为不同表面加工的粗糙度参考值。
表7-7 不同表面加工的粗糙度参考值
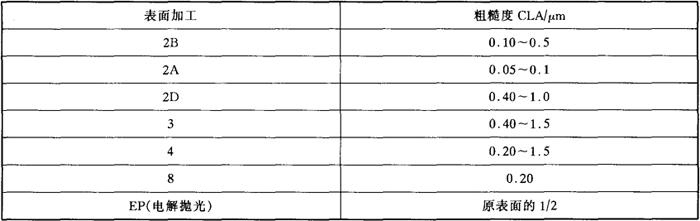
表面平滑程度对于耐腐蚀性是极为重要的,腐蚀测试表明粗糙度超过0.5μm时腐蚀率会明显增大(见图7-3)。所以许多建筑标准规定最大粗糙度值为0.5μm,而不是指定某一个标准表面的编号。
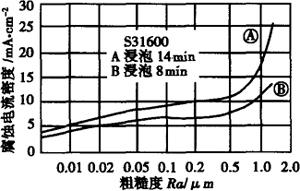
图7-3 316不锈钢腐蚀率
还有各种压制、蚀刻有网纹图案表面加工,着色涂层等表面加工不锈钢见图7-4、图7-5。