卷烟包装装备
出处:按学科分类—工业技术 中国轻工业出版社《中国食品与包装工程装备手册》第541页(9041字)
1 概述
把烟支包成烟包、烟条,并分别裹上透明纸,最后装入纸板箱,用于这一系列过程中的包装机器及辅助联接设备统称为卷烟包装装备。
70年代国内以生产能力为120~140包/min的YB13系列直包包装机组为卷烟包装的主要装备。包装速度低、质量差,单机作业自动化程度低,设备简单,技术含量低。
80年代中期开始,中国烟草总公司以“技贸结合”方式先后引进生产能力为300包/min的横式软包机组、400包/min的B1横式软包机组、X1横式软包机组和X2翻盖硬盒包装机组,还有465型装封箱机等多种专有制造技术。经消化及国产化后,在国内现已形成批量制造供烟厂使用。
上述国产化设备同国内自行测绘、仿制或设计的产量为150包/min左右的各种包装机组及各烟厂引进的洋设备共同承担了目前我国的卷烟包装。目前我国烟草包装技术已达到国外80年代末到90年代初的水平。
当前国际上最新卷烟包装机械如表1-18-3所示。
表1-18-3 国际上最新卷烟包装机械

2 加工工艺
卷烟包装按烟包的包装形式来区分,目前国内主要有三大类别:直式软包包装形式、横式软包包装形式、翻盖式硬盒包装形式。
2.1 直式软包生产工艺流程和工艺说明
2.1.1 直式软包生产工艺流程(图1-18-48)

图1-18-48 直式软包生产工艺流程图
2.1.2 直式软包生产工艺说明80年代以前,我国生产的烟包大多是直式软包包装形式。烟支以手工或简易卸盘机构加入直包包装机的烟库,三层烟支从烟库被推出时即成7-6-7共20支烟的组合,烟支组合的运行方向始终沿着烟支长度方向直向输送,烟支的前端先、后依次顶着铝箔纸和商标纸的中部在继续推进的过程中完成直向包裹。铝箔纸和商标纸均在烟包的二侧进行长边折叠,烟包顶部铝箔纸折叠后贴上封签进行封口。每10包直式软包一并排列成行进入条包包装机再进行软条包装(或以5包平列、上下两层的形式进行软条包装),并在烟条的两端贴上条包端封,然后每50条装入瓦楞纸箱加上胶粘带封箱即成。
2.2 横式软包生产工艺流程和工艺说明
2.2.1 横式软包生产工艺流程(图1-18-49)

图1-18-49 横式软包生产工艺流程图
2.2.2 横式软包生产工艺说明80年代中期我国开始自行生产制造横式软包包装线。散装烟支由卸盘机或烟支自动输送机构输入横包机的烟库,形成7-6-7共20支烟的组合体,在输送过程中先、后依次受到铝箔纸和商标纸的横向包裹,两种纸张分别在烟包的底部和一侧长边进行折叠,铝箔纸在烟包的顶部折叠后再贴上封签。
软包的包装形式从直式包装发展为横式包装的优越性主要在于:
(1)纸张从烟支组合的横向进行包裹,不同烟支端部撞击,不直接损伤烟支,可提高包装速度。
(2)直包的某一侧长边折叠改为横包的底部折叠,因烟包底边的长度比侧边的长度短,因此包装纸重叠部位面积减小,可节省纸张。
目前国际上的软包都采用横式包装,外面还要裹上透明纸,包装装潢要求比较高。国内的横式软包生产工艺根据卷烟的档次和市场要求,其所用包装装备可由三种方式联机组成。
(1)卸盘机(或烟支自动输送机构)→横式软盒包装机→软条包装机→装封箱机。
形成简装软包软条包包装线。
(2)卸盘机(或烟支自动输送机构)→横式软盒包装机→盒外透明纸包装机→软条包装机→装封箱机。
形成精装软包软条包包装线。
(3)卸盘机(或烟支自动输送机构)→横式软盒包装机→盒外透明纸包装机→硬条包装机→条外透明纸包装机→装封箱机。
形成精装软包硬条盒包装线。
2.3 翻盖式硬盒生产工艺流程和工艺说明
2.3.1 翻盖式硬盒生产工艺流程(图1-18-50)

图1-18-50 翻盖式硬盒生产工艺流程图
2.3.2 翻盖式硬盒生产工艺说明 随着人们生活水平不断提高,消费者对卷烟质量档次和包装装潢的要求也越来越高。为适应国内、外市场的需求,我国从90年代中期开始自行生产制造翻盖式硬盒包装机组以生产精美的翻盖式硬盒烟包。高级名牌卷烟如用翻盖式硬盒包装既能提高身价、打开市场、增加烟厂的税、利收入,还能增强同国外名牌烟的竞争力,提高出口创汇能力。
翻盖式硬盒烟包生产工艺路线中所用的包装装备如下:
卸盘机(或烟支自动输送机构)→(翻盖式)硬盒包装机→盒外透明纸包装机→硬条包装机-→条外透明纸包装机→装封箱机
注:所谓硬盒烟包是烟包的外包装商标纸采用预先裁切好并刻痕的薄型硬板纸,经折成烟包后外形更方正、挺硬。
所谓翻盖式是指烟包的上盖可如同有绞链般地翻启打开及合拢。
3 关键装备
目前国内生产制造的完成卷烟包装主要工艺路线的先进成套装备有以下几组:
(1)3-279/6000横式软包机组和ZB21型软盒硬条包装机组;
(2)B1横式软包机组和ZB24型软盒硬条包装机组;
(3)X1横式软包机组和ZB25型软盒硬条包装机组;
(4)X2翻盖硬盒包装机组和ZB45型硬盒硬条包装机组。
3.1 ZB21型软盒硬条包装机组
ZB21型软盒硬条包装机组由YB11型卸盘机、YB21型软盒包装机、YB51型盒外透明纸包装机、YB61型硬条包装机、YB91型条外透明纸包装机组成。YB21型软盒包装机是其中的关键装备,称为机组的主机,其他装备统称为机组的辅机。
3.1.1 YB21型软盒包装机散装烟支进入YB21型软盒包装机的烟库后,每次按7-6-7三层的20支烟组合被推出烟库。烟支组合先进入压缩转盘的模盒内,在输送过程中被检测、收紧,旋转到两转盘相交位置停顿时,被推入已包有铝箔纸和商标纸的成形转盘的模盒内,然后带着包装纸一同被推入烟包第一通道,在输送过程中贴上封签,检测合格的烟包经第二通道输向下一包装工序。
YB21型软盒包装机包装流程如图1-18-51所示。

图1-18-51 YB21型软盒包装机示意图
1-烟支检测器 2-9点位置烟支推杆 3-12工位压缩转盘 4-烟库 5-10点位置烟包剔除 6-12点位置烟包推杆 7-铝箔纸装置 8-封签装置 9-不合格烟包剔除 10-烟包第二通道 11-烟包第一通道 12-商标纸供给 13-3点位置商标纸输入 14-12工位成形转盘
该装备的最高包装速度为300包/min。
该装备的动力传递主要由封闭在主箱体内的圆柱齿轮完成,箱体内进行飞溅润滑,封签部分有同步带传动。
烟支组合的收紧和铝箔纸、商标纸的包装、折叠分别在压缩转盘和成形转盘上完成。两个12等分的转盘进行相反方向的圆周间歇运动,间歇运动的分度是由圆柱螺旋凸轮和辊子圆盘完成。
铝箔纸、商标纸先后在成形转盘上的不锈钢薄壁模盒外进行包裹和折叠,因有不锈钢模盒作为包装时的衬里,因此包出的烟包非常方正、挺括,这是该装备的一个特点。
对各种纸张进行包装、折叠的各个动作均由平面柱凸轮和辊子摆杆机构完成。
该装备属国际上70~80年代的水平。
3.2 ZB24型软盒硬条包装机组
ZB24型软盒硬条包装机组由YB14型卸盘机、YB24型软盒包装机、YB54型盒外透明纸包装机、YB64型硬条包装机、YB94型条外透明纸包装机组成。YB24型软盒包装机是其中的关键装备,称为机组的主机,其他装备统称为机组的辅机。
3.2.1 YB24型软盒包装机组 该机组由YB25型软盒包装机和YB95型条外透明纸包装机组成。YB25型软盒包装机是其中的关键装备,称为机组的主机,其他装备统称为机组的辅机。
3.2.2 YB25型软盒包装机 散装烟支进入YB25型软盒包装机的烟库后,分别从三个并列的下烟道落下(二侧各下7排烟,中间下6排烟),在每个下烟道底部各由一块推烟板按右低左高差距一支烟的位置推出一层烟支,三层烟支按右先左后的顺序分别进入烟支成形模盒组成7-6-7排列的20支烟组合,经模盒输送到位后烟支组合即被推入1号轮。1号轮逆时针旋转180°,收紧后的20支烟由1号轮推杆推出1号轮,带着被切断并输送到位的铝箔纸进入2号轮包装槽内,随着2号轮的转动而完成铝箔烟包的包装折叠。
平张式商标纸由扇形吸风轮从商标纸库中吸下后,在向下输送过程中由上胶轮涂上胶水,商标纸落在2号轮和3号轮之间,此时2号轮推杆把输送到位的铝箔烟包顶着商标纸中部一同推入3号轮的包装槽中,烟包在3号轮中完成商标纸的大部分折叠包装,当被推入4号轮的包装柱时,商标纸完成全部包装动作,烟包随4号轮的旋转而达到了干燥的目的,最后在4号轮的上方被顶升一个高度。
散装烟支进入YB24型软盒包装机的烟支输入装置后,将分二路各按7-6-7三层的20支烟组合被送至推入转塔的两个模盒内,经检测不合格的烟支组合将被剔除。烟支组合进入压缩转塔后即被收紧,使其便于被推入包装转塔的标准尺寸模盒内。随着包装转塔的转动,铝箔纸和商标纸先、后分别在模盒外进行包裹和烟包二侧及底部的折叠,接着模盒内的烟支组合带着模盒外由铝箔纸和商标纸形成的纸壳一同被推入顶部折叠转塔,并进行烟包的顶部折叠。而后烟包被推入干燥转塔Ⅰ由烘干装置进行烘干,烟包从干燥转塔Ⅰ向干燥转塔Ⅱ传送过程中,烟包的顶部被贴上封签。在干燥转塔Ⅱ上烟包最后进行一次检测,合格的烟包将由输出传送带送向下一包装工序。
YB24型软盒包装机包装流程如图1-18-52所示。

图1-18-52 YB24型软盒包装机示意图
1-监视器 2-控制柜 3-输出传送带 4-封签供给装置 5-烘干装置 6-商标纸供给装置 7-上胶器 8-铝箔纸供给装置 9-显示器与控制台 10-烟支输入装置 11-10工位烟支组推入转塔 12-剔除器 13-5工位压缩转塔 14-20工位包装转塔 15-9工位顶部折叠转塔 16-顶部折叠装置 17-废包剔除器 18-60工位干燥转塔Ⅰ 19-主动力传动箱 20-推入装置 21-60工位干燥转塔Ⅱ 22-上封签位置
该装备的最高包装速度为400包/min。
该装备的动力传递主要由箱体内的圆柱齿轮和部分延伸外摆线锥齿轮来完成,一些传动链分枝的末端也采用链传动。
10工位的推入转塔、5工位的压缩转塔、20工位的包装转塔、9工位的顶部折叠转塔和60工位的干燥转塔进行圆周间歇运动的传动和分度是由各个圆柱螺旋凸轮来完成的;而各纸张的包裹和折叠动作分别由圆柱螺旋凸轮、平面槽凸轮同辊子摆杆机构完成。
装备中采用了光学检测系统,当烟支质量差(如空头、断嘴等)或缺烟支时都会使检测器反射回的接收光强度下降,使相应的输出电压也下降,下降到一定值时即发出信号起动剔除器。因此,在不触及烟支的情况下即可检测烟支的质量和每包烟是否缺支。
当一铝箔纸卷将用完时,装备可不停机地进行换纸卷及自动接头。
铝箔纸和商标纸先、后分别在模盒外进行包裹和折叠,包出的烟包外形方正、挺括。
该装备属国际上80年代较先进水平。
3.3 ZB25型软盒硬条包装机组
ZB25型软盒硬条包装机组由YB15型卸盘机、YB25型软盒包装机、YB55型盒外透明纸包装机、YB65型硬条包装机组成。
YB25型软盒包装机工作时,烟包进入贴封签部位后,平张式封签被扇形吸风轮从封签库中吸下后上胶,并由叉形板将封签横向落在烟包前面,当烟包向前推进时即贴上封签,然后烟包一包挨着一包被推入输出通道,在通道内再一次进行干燥后,由烟包输出轮送至环形输送带输向下一包装工序。
商标纸和封签也可分别以卷筒式代替平张式,这取决于用户烟厂的选择。
YB25型软包包装机包装流程如图1-18-53所示。

图1-18-53 YB25型软包包装机包装流程图
1-烟库 2-烟支成形模盒 3-不合格烟支组合剔除 4-1号轮:烟支收紧 5-2号轮:铝箔纸包装 6-3号轮:商标纸包装 7-4号轮:烟包干燥 8-卷筒式商标纸 9-不合格烟包剔除 10-烟包输出轮 11-卷筒式封签 12-平张式封签 13-贴封签 14-平张式商标纸 15-铝箔纸
该装备的最高包装速度为400包/min。
该装备的动力传递主要由封闭在各箱体内的圆柱齿轮来完成,为确保传动精度,主传动链内的齿轮均达到5级精度。四个包装轮的圆周间歇运动的间歇与分度均由马尔他轮机构来完成的。各纸张的包裹和折叠动作,烟包在各轮之间的推送传递动作分别由各个平面槽凸轮同辊子摆杆机构完成。
装备的箱体内均有压力润滑油对各个摩擦点进行喷淋润滑,对传动零件和执行动作零件的选材和热处理均要求严格,圆周间歇旋转的零件尽量采用高牌号的铝合金及高分子塑料件,配合凸轮动作的摆杆零件采用模锻铝合金坯件。因此,虽然运转速度较高,但装备的使用寿命能得到充分的保证。
为了确保包装质量,烟包在各包装轮之间传递时,轮与轮之间均有相应的模块来为穿过它的烟包定形。烟包传递时既有推送烟包的零件,又有接应烟包到位的零件,这样可保证烟包在轮与轮之间高速传递时既不变形又能准确到位。
装备上质量检测点多,除一般机器上都有的检测项目外,各纸张包装略有歪斜、纸张的印刷面反置或没有印刷的情况都可查出,并自动剔除。
该装备对原、辅料的要求并不苛刻,由于结构设计先进,整体布局合理,便于操作和维修,故障少而有效作业率高,属国际上80年代末90年代初的水平。
3.4 ZB45型硬盒硬条包装机组
ZB45型硬盒硬条包装机组由YB15型卸盘机、YB45型硬盒包装机、YB555型盒外透明纸包装机、YB655型硬条包装机、YB955型条外透明纸包装机组成。YB45型硬盒包装机是其中的关键装备,称为机组的主机,其他装备统称为机组的辅机。
YB45型硬盒包装机工作时,烟支进入YB45型硬盒包装机的烟库后,分别从三个并列的下烟道落下(二侧各下7排烟,中间下6排烟),在每个下烟道底部均由一块推烟板按右低左高每相邻二块之间高度差距一支烟的位置各推出一层烟支,三层烟支按右先左后的顺序分别进入输送模盒,并在模盒内形成7-6-7排列。模盒输送到位停顿时,由推进器将20支烟从输送模盒推入1号轮。
1号轮每次逆时针旋转180°,成型后的20支烟由1号轮推杆推出,带着被切断并输送到位的铝箔纸进入2号轮包装槽内。铝箔纸在包装前的输送过程中经过轧网纹处理,可使铝箔纸感觉增厚,折叠既柔和又挺括,必要时还可在网纹中加入“PULL”字样(拉去、撕去的意思)或生产厂方的其他防伪标记。每张铝箔纸内还需进行一角尺位置的虚线状预裁切,便于新烟包翻盖打开后,吸烟者可很方便地将烟包上端铝箔纸有规则地撕去再取烟支。
在2号轮上完成铝箔纸包装的烟包进入了3号轮的包装槽。3号轮上有检测系统,凡有缺支、断头、铝箔纸损坏或包装不合格的铝箔烟包都会被自动剔除。
卷筒式的内框纸带在向4号轮方向输送过程中,先预切一些折痕,最后被切断成所需的形状并被推入到4号轮的空包装槽内。4号轮旋转90°后,该包装槽与3号轮的装有铝箔烟包的包装槽正好上、下对准,包装轮停顿时3号轮内这一位置的铝箔烟包被压下进入已有内框纸的4号轮包装槽内,内框纸正好包在烟包的铝箔纸外面,并一起随4号轮继续旋转。
平张式的商标纸成堆地并列放在上层的商标纸堆输送带上,向左步进输送到左端再下降进入商标纸库。库内底层的商标纸一张张被吸出,由下层的商标纸横向输送带向右输送,到右端再转向90°朝5号轮方向进行直向输送,同时每张商标纸的内表面多处被涂上胶水。当商标纸被送到4号轮及5号轮中间时,4号轮包装槽内的带有内框纸的铝箔烟包被向上顶起,带着该张商标纸共同进入5号轮的最下面一个包装槽。烟包随5号轮逆时针方向旋转过程中完成商标纸的各面折叠,并进行粘结包装成形。
完成全部包装的烟包进入6号轮作一过渡,此处查出不合格烟包将被剔除。7号轮有36条烟包槽,进入槽内的烟包要随轮旋转270°,因此烟包在该轮内停留时间最长。该轮上、下均有电热板可将烟包二侧的胶粘点烘干。成品烟包进入8号轮后,进行最后一次质量检测,同时被8号轮转向送到输出传送带上,然后进入长距离的环形输出通道被送向下一包装工序。
YB45型硬盒包装机包装流程如图1-18-54所示。
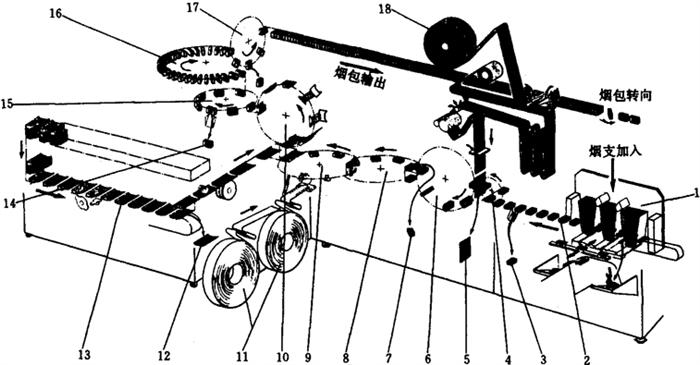
图1-18-54 YB45型硬盒包装机包装流程图
该装备的最高包装速度为400包/min。
该装备是YB25型软包包装机的派生产品,设计思路一脉相传,因此YB25型软包包装机上具有的结构特点本装备同样具有。只是YB45型硬盒包装机的包装路线更长,并增加了一些高精度的螺旋圆锥齿轮,因此对传动零件的质量要求和传动精度要求更高。所配备的质量检测点和自动剔除点更多,电控系统更先进,引入高性能的硬件架构和高级编程语言,具有较完善的自诊断功能,并配备了高分辨率的彩色故障显示屏,性能更完美。
本装备属国际上80年代末90年代前期的水平。