机械式半自动捆扎机
出处:按学科分类—工业技术 中国轻工业出版社《中国食品与包装工程装备手册》第647页(4381字)
机械式半自动捆扎机是以手工穿带,单次操作完成捆扎包件的机器,适用于各类纸箱、木箱、书报等包件的捆扎,也可捆扎筒状、环状的包件。
1 工作原理
与自动捆扎机不同的是半自动捆扎机在工作时,必须由手工穿带,而其余工作过程均与自动捆扎机相同,也由送带、拉紧、切烫、粘接四个环节组成。工作原理如图2-7-8所示。
1.1 送带〔图2-7-8(1)〕
为适应大小不同包件的捆扎要求,以时间继电器控制送带时间,达到调节送带长度以满足包件的捆扎需要。送带时,上下退带滚轮8分开,上下送带滚轮7分别作顺时针和逆时针转动,利用滚动摩擦夹带从中间穿过的捆扎带,使之向前送带,至选定的送带长度时停止。使机器处于待捆状态。
1.2 拉紧〔图2-7-8(2)〕
捆扎时将包件放置工作台上,用手将已送出的带头沿送带槽插入热合台2底面的凹槽内,使之触碰微动开关,使上下送带滚轮7脱开,而退带滚轮8上下压合,并使上下退带滚轮分别作逆、顺时针转动,依靠滚动摩擦力使捆扎带向下退出,并逐渐紧束包件。与此同时,在凸轮的控制下右爪6上升用爪尖将捆扎带顶压在热合台2的底面右凹槽内,使带子不致于全部被拉出。

图2-7-8 半自动捆扎机工作原理
1-捆扎带 2-热合台 3-左爪 4-(1)隔离器 (2)隔离器 (3)、(4)烫头 5-压力柱 6-右爪 7-送带滚轮 8-退带滚轮
1.3 切烫〔图2-7-8(3)〕
当捆扎带捆紧包件至预定值时(可用端面摩擦离合器调节捆紧力),退带拉紧停止,下退带滚轮8脱开,左爪3在凸轮的控制下上升将已被拉紧的捆扎带顶压在热合台2的底面左凹槽内,使带的两端分别处于左爪3、右爪6的顶压之下,此时处于两层捆扎带之间的隔离器4开始退出,而烫头(加热器)4跟随进入两层捆扎带之间,在凸轮的控制下,压力柱5开始上升,沿右爪6的左侧将下层捆扎带切断,然后继续上升使上下两层捆扎带及烫头推向热合台2底面,使捆扎带表面被加热熔融。
1.4 粘接〔图2-7-8(4)〕
当捆扎带表面被加热熔融时,压力柱5略作下降,使烫头与已加热的两层捆扎带松开,并迅速从中退出,随之压力柱5再次上升将已达到加热熔融状态的两层捆扎带紧紧顶压在热合台2的底面,可靠地粘接在一起,从而完成捆扎动作。
2 主要结构
2.1 送退带机构(图2-7-9)
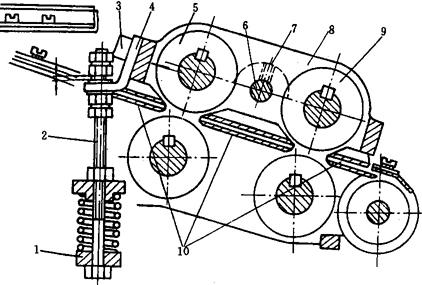
图2-7-9 送退带机构
1-螺杆弹簧座 2-螺杆 3-六角螺钉 4-拉紧器 5-送带滚轮 6-销轴 7-紧定螺钉 8-压带支架 9-退带滚轮 10-轨道
送退带机构主要完成捆扎带的自动送入和退出拉紧。有一组送带滚轮5和一组退带滚轮9来完成,按下送带按钮时,电磁铁吸合并拉下螺杆2使压带支架8绕销轴6摆动,此时送带滚轮5结合而退带滚轮9分开,上送带滚轮5跟随下送带轮转动,利用滚动摩擦将轨道10内的捆扎带向前送出一定长度。
当退带时,螺杆2被拉紧凸轮顶起,推动压带支架8绕销轴6摆动,这样送带轮滚5上下脱开而退带滚轮9压合,上退带轮相应跟随下退带轮(主动)分别作逆顺时针转动,夹紧捆扎带从轨道10中退出,使包件逐渐被拉紧至预定要求。
2.2 封缄机构(图2-7-10)
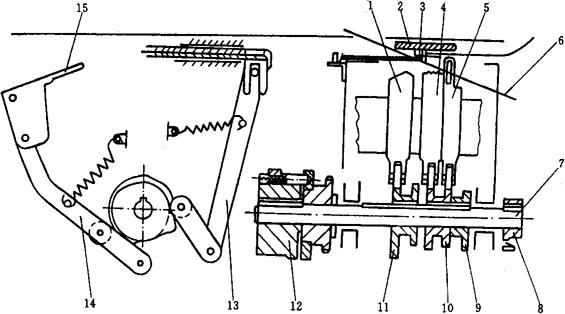
图2-7-10 封缄机构
1-左爪 2-热合台 3-开关板 4-压力柱 5-右爪 6-捆扎带 7-凸轮轴 8-拉紧凸轮 9-隔离器凸轮 10-压力柱、右爪凸轮 11-加热器、左爪凸轮 12-滑道盘 13-隔离器臂 14-加热器臂 15-烫头
封缄机构完成捆扎带的顶压、切断、加热、粘接等动作,利用凸轮轴上的6只凸轮分别控制左爪、烫头(加热器)、压力柱、右爪、隔离器、送带退带机构、热合台等动作,而凸轮轴的转动或停止则由另一组电磁铁的吸合或释放带动离合器来控制。
2.3 带盘制动机构(图2-7-11)

图2-7-11 带盘制动机构
1-捆扎机 2-捆扎带 3-滚轮 4-制动带 5-制动块 6-带盘
为了使捆扎带在工作过程中既能从带盘中流畅地拉出,又要防止由于转动惯性的作用过量地拉出,造成带卷杂乱无章,因此必须采用制动机构。当送带时,由于捆扎带的拉力作用,带动制动杆向上,使制动杆脱开带盘,捆扎带就能被拉出。当送带停止时,送带拉力消失,制动杆就在拉簧的作用下回复到原来位置,使制动块紧贴在带盘外圈起到制动作用。
3 分类(图2-7-12)

图2-7-12 半自动捆扎机分类
(1)高台型 (2)中台型 (3)低台型
半自动捆扎机几经改进,其内部结构、功能都已趋向一致。不同之处仅在于工作台面高低不同,以适应包件重量和工作位置的变化。为此,可分为:
3.1 高台型
工作台面高度在750~900mm之间,适宜于体积和重量都较大的包件捆扎,操作时以站立为宜。
3.2 中台型
工作台面高度在400~500mm之间,适宜于体积大而重量不大的包件捆扎,操作时可站立也可坐着工作。
3.3 低台型
工作台面高度在350mm以下,适宜于体积和重量都较小的包件捆扎。因工作台较低,操作时须坐着工作。
3.4 台式型
台式型也称桌上型,属于微型捆扎设备,可放在桌面上或支架上工作,采用带宽为5~6mm的捆扎带或弹性带。
4 技术参数
机械式半自动捆扎机主要技术参数包括:
4.1 捆扎尺寸
也分最大捆扎尺寸和最小捆扎尺寸。在半自动捆扎机上,由于没有轨道部件,因此最大包件尺寸就可不受限制,只要包件能在工作台上安放就可捆扎。包件捆扎最小尺寸也受热合台大小的限制,以稍大于热合台的宽度为宜。
4.2 每道捆扎时间
每完成捆扎包件一次,其捆扎全部动作所需的时间,各类半自动捆扎机的每道捆扎时间大体相同,一般为4~5s。
4.3 捆紧力
半自动捆扎机受结构的限制和使用要求的不同,其捆紧力要小于自动捆扎机,一般为400N。
4.4 工作台面高度
参见本节“3分类”。
4.5 功率
由于各类半自动捆扎机的结构大体相同,其消耗的功率均在700~800W。
5 运行调试
5.1 送带长度的调整
应根据被捆包件的周长,使选定的送带长度稍大于包件周长的200mm为宜。太短了不足以捆扎;太长了则会延长送带时间,也容易使捆扎带扭曲。调整时只需调整机器电气面板上的送带时间继电器旋钮,用改变送带时间来控制送带长度。
5.2 捆紧力的调整(图2-7-13)
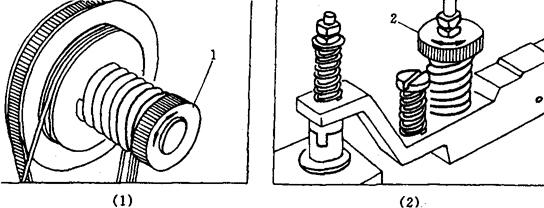
图2-7-13 捆紧力调整
1-离合器调节螺母 2-调节螺母
根据各种包件对捆紧力的不同需要,调节摩擦离合器端面的离合器调节螺母1,使压缩弹簧摩擦片的压力产生变化,以此改变传送到退带滚轮的传动力,使对捆扎带的拉力产生变化。或者调节螺母2,使上下退带滚轮的压合间隙产生变化,同样能达到改变拉紧力的目的。
5.3 捆扎带宽度的调整(图2-7-14)

图2-7-14 捆扎带宽度调整
1-入口轨道板 2-调节螺钉 3-进口轨道 4-调节螺钉
当换用不同宽度的捆扎带时,可调节入口轨道板1及带子进口轨道3,使进带轨道的宽度比捆扎带宽度大0.5~1mm即可。
5.4 烫头温度调整
捆扎带的粘接质量与捆扎带的宽度、厚度、气温等因素有关,为了达到理想的捆扎效果,就必须针对不同情况,适时调节捆扎温度。一般通过调节温控变压器,并通过试捆来检查捆扎带的粘合状况,以确定最佳的烫头温度。