物料衡算基本表
出处:按学科分类—工业技术 华南理工大学出版社《陶瓷工厂设计手册》第73页(1489字)
1.以原料车间为重点设计车间物料衡算表
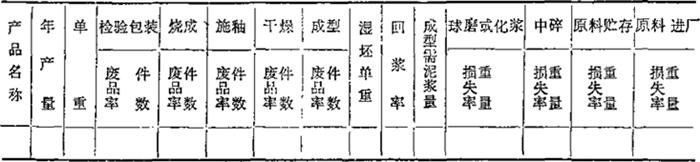
(1)半干压压制成型用坯粉料加工为重点的物料衡算表此例采用粉状原料进厂的方式,加工墙地砖产品,见表1-84。
表1-84 原料车间为重点的物料衡算表一
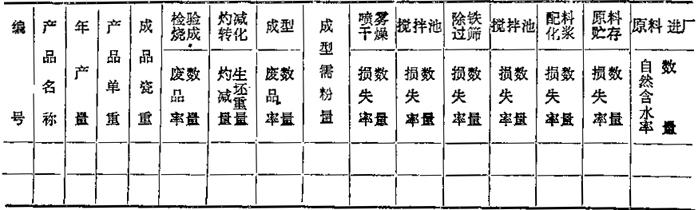
表1-84编写中的要点为:
①上述各工序均以干基作为物料衡算的基础。
②各工序计算出物料应加工数量(单位为t(干基)/年、日、班)后,还应视具体加工物料的形式(如半干粉料、泥浆等)按照设备选型计算所要求的参数,作相应换算。例如,需要进行干物料换算为泥浆重量与泥浆体积的计算。
③应注意,损失率指工序加工的耗失量在原料车间设计中考虑工业废水泥料回收时,可另作计算;成型工序废品率的坯体可大部分回收利用、若返纳入处理回泥的工序中,该工序应从理论物料衡算需上道工序供应新物料原料量中扣减回泥的这部分数量。
(2)可塑法成型用可塑泥料加工为重点的物料衡算表(参见表1-85a、1-85b)
表1-85a 原料车间为重点的物料衡算表二(电瓷)
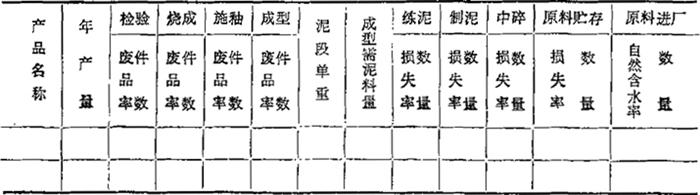
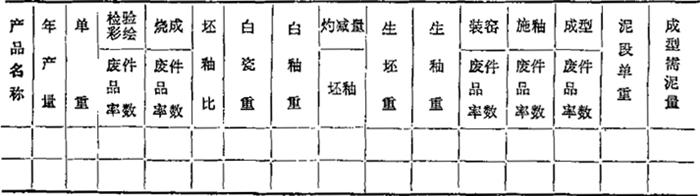
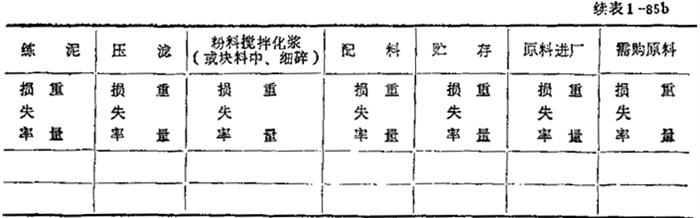
表1-85b 原料车间为重点的物料衡算表三(日用瓷)
(3)注浆法成型用泥浆料加工为重点的物料衡算表(参见表1-85c)
表1-85c 原料车间为重点的物料衡算表四(卫生瓷)
2.以成型车间为重点设计车间的物料衡算表
(1)釉面砖工厂物料衡算表(参见表1-86)
表1-86 成型车间为重点的物料衡算表一
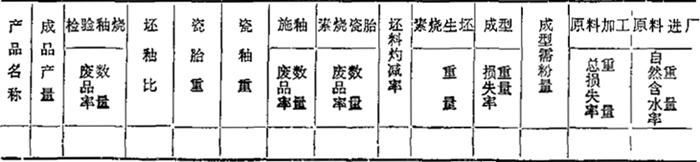
表1-86编写中的要点为:
①施釉工序,首先根据釉料、灼减量,将瓷釉重换算成为生釉层的重量。然后,仅考虑釉浆损失率计算所需釉浆料量(本表未列出釉浆用量衡算的部分),既可计算实际耗用釉浆量,亦可计算实际需要喷、浇、淋釉操作的釉浆泵送量,两者应取各自经验比值加以核算。
②成型需粉量,应按压制每件坯体实际需投入工作台的坯粉量进行计算,可取压制成型余粉率经验数据加以换算。
(2)日用陶瓷工厂物料衡算表(参见表1-87)
表1-87 成型车间为重点的物料衡算表二
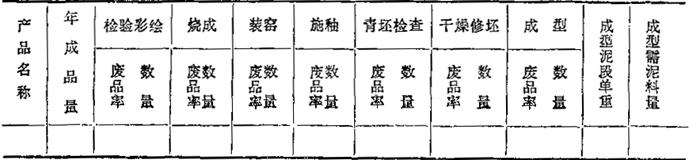
表1-87编写中的要点为:
①本物料衡算采用成品量 成型加工量各工序按件数计算;成型需泥量以吨位计。
②成型需泥量应按可塑法成型每件坯体,实际需投入工作台的泥段重量(干基)进行计算,可取可塑成型余泥率经验数据加以核算。