镀锡薄钢板
出处:按学科分类—工业技术 中国轻工业出版社《软饮料工业手册》第647页(4670字)
镀锡薄钢板(俗称马口铁,以下简称镀锡薄板)是指由含碳量不高于0.13%的软钢板,经电镀使其表面覆有极薄(0.10~0.15μm)锡层的材料。目前,全球共有约150条生产线,年产约1600万t这类产品(产能为2000万t)。
镀锡薄板是冷轧钢铁工业的最尖端产品,不仅要求炼钢时成分控制极严、且其在热轧板坯和冷轧及镀锡各工序中均须严格控制,否则就不可能同时达到既有良好的耐加工性、又有极好的耐蚀性(即美国标准中所谓的K级铁的水准)。正因为如此,美国、俄罗斯两国至今均公开宣称:一级品(优质品)镀锡板是不供出口的。日英等西方先进国家也执行类似于美国的政策。
1.原板(钢基板)
(1)原板成分 电镀锡板质量的优劣,根本取决于原板。各国的原板生产,原则上仍按美国材料试验协会标准ASTMA623(M)-92中所列的三大类,即MR、D、L型三钢种,如表3-3-1所示。此外,还有加N2的氮化钢(即在钢种之后加后缀N)。
表3-3-1 钢基板成分 单位:%

事实上,由于近20年来,钢基板已逐渐全部使用连铸钢,钢基内的各种杂质愈来愈少,各相关残留元素可更准确控制,钢基的耐蚀力和耐加工性均有所提高。
(2)镀锡薄板组成 镀锡薄板的典型剖面如图3-3-1所示,即钢基的两面向外,均依次为合金层、锡层、氧化膜、油膜,各层厚度如下:

图3-3-1 镀锡薄板剖面图
①钢基 140~250μm
②合金层 0.01~0.20μm
③锡层 0.1~1.5μm
④氧化膜(1~4)×10-3μm
⑤油膜(2~10)×10-4μm
(3)原板厚度
①原板的厚度和尺寸根据国际标准规定用mm计单位,一次冷轧能达到的最小厚度,大致为0.17mm,愈厚对轧制要求愈低。在原板退火后的平整工艺中,加大平整机的压下量即为实施二次冷轧,这样可得到薄至0.10~0.12mm的原板。20世纪90年代以后,美国与日本均已能较大量生产0.07~0.10mm的原板。
②过去美国习惯以每基箱(Base Box)的磅数来表示,基箱是用14in×20in(355.6mm×508mm)镀锡板112张合面积31360in2(20.23m2)表示的单位,由于薄板有不同厚度,基箱质量也不同,因此可用基箱质量表示厚度。薄板标准板重与厚度对照见表3-3-2。
表3-3-2 美国标准基重与厚度对照表
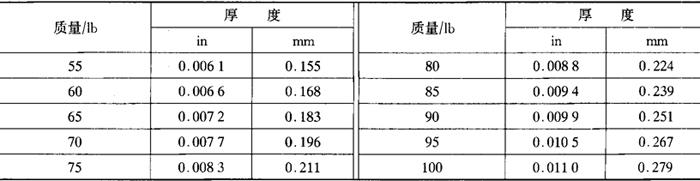
注:1lb=0.45kg。
(4)原板尺寸 自20世纪90年代以来,各国镀锡板生产用原板宽度(称轧制宽度)多为800mm以上,剪切长度也多在800~1100mm,板宽及剪切尺寸总是根据罐型裁片最少浪费为准则,目前裁板损失均可控制在:罐身片2%左右,圆片13%左右。
商品的原板或镀锡板,当前,按国际标准均以0.005mm为厚度级差。在20000张以上的交易中,镀锡板的厚度容许公差各国标准均规定为±2.5%以下。
(5)调质度(Temper) 镀锡薄板的机械性能,过去各国常以硬度、抗拉强度、屈服强度及埃里克森试验值等来表示,现在已统一用表面洛氏硬度表示一次冷轧薄板的调质度。二次冷轧板一概用屈服强度来表示调质度。
调质度表示通过机械处理或热处理所赋予金属性质状态的程度,是薄板综合机械性能指标。
由于材料退火和压延的状态不同,因此,箱式退火(将4~6个10t左右的钢卷,在密封体内N2氛围下,加热至600℃以上几十个小时,再缓慢冷却)和连续退火(带钢在几分钟内穿过氮气保护的高温区,再急冷)或再于退火后进行二次冷轧,所获得的材料调质度各异。
表面洛氏硬度HR30T是以300N的压力,将一个直径为1.588mm(1/16in)的小钢球压入薄板的深度来计量的,例如当压入深度为43μm时,我们定义其洛氏硬度值为:
HR30T=100(定值)-43(实际压入深度)=57
很明显,压入愈深,则材料愈软,调质度数值愈小;压入愈浅则材料愈硬,调质度数值愈高。
根据薄板实际硬度的大小,可将它们分为若干个梯级,级差3(或4)。在这样的规定之下,上述不同退火及加工方式能使薄板获得的调质度范围如表3-3-3所示。
表3-3-3 镀锡板调质度分类

注:ISO一直建议的标记法是直接记录硬度值,如T-4记为T61,DR-9记为DR620等。
2.镀锡量
镀锡薄板上的锡层厚度0.10~1.5μm,是电镀复上的。由于微观不够平、且又极薄,所以不用μm,而采用每平方米的锡质量(g/m2)来间接计量镀锡厚度。过去商业上习惯以1基箱(BB)镀锡板两面镀锡质量(1b)的100倍的数字表示。例如单面镀锡量为11.2g/m2的镀锡板相当于11b/基箱,即 镀锡板。
镀锡板。
除了用 、
、 、
、 、
、 等表示外,两面镀锡量不同的差厚镀锡板用
等表示外,两面镀锡量不同的差厚镀锡板用 、
、 等来表示。
等来表示。
当前各国生产的镀锡薄板均按表3-3-4的规定供货。
表3-3-4 镀锡薄板镀锡量

*此表示法为通用标记法,分子和分母数值分别代表镀锡板的上面和下面的镀锡量。
镀锡量是镀锡薄板几个最重要的技术指标之一。镀锡量愈高,在同一制造工艺水平下,其耐蚀力会愈好。
3.氧化膜
为了提高镀锡薄板的耐腐蚀性,除锡层均匀完全复盖在钢基板上外,其表面还要在铬酸盐等溶液中通电钝化处理,以形成一层氧化膜。氧化膜层厚度一般(1~4)×10-5μm。
镀锡薄板表面钝化处理常根据罐装产品而采取不同的方式,以获得不同保护性能的表面膜。常用的处理溶液有铬酸、铬酸盐、重铬酸盐、磷酸盐和碳酸盐等。处理条件常用3位数代号表示,各位数所代表的含义如下:
第一位数代表所用的处理溶液:
1——铬酸 2——铬酸盐、磷酸盐
3——重铬酸盐 4——碳酸盐
第二位数代表处理方法:
0——化学处理 1——阴极电化学处理 2——阴极-阳极电化学处理
第三位数代表处理时采用的电量:
1——1C/dm2 2——2C/dm2…
例如:
①代号“311钝化”即表示用重铬酸盐溶液,在1C/dm2的电量下进行阴极电化学处理。
②代号“300钝化”表示用重铬酸盐溶液进行化学处理(只浸泡不通电)。
用于罐头食品饮料的镀锡薄板一般采用311钝化,其表面铬含量在3.8~7.0mg/m2。对于某些特殊产品,如蘑菇则采用300钝化,其表面铬含量一般在1.5mg/m2以下。
4.镀锡薄板性能
(1)耐蚀性 耐蚀性的优良与否是镀锡薄板最重要的质量指标。除上述镀锡量外,锡层单位面积内的微孔数量(用铁溶出值计量,即ISV值)、合金层的致密程度(用合金锡电偶电流计量,即ATC值)、及锡晶粒的大小以及钢基板的清洁程度(用测酸浸时滞值,即PLV值)等四项指标,均要求越小越好。
美国标准规定,凡是ISV≤20μg/19.25cm2、ATC<0.12μA/cm2、晶粒度≤9级、PLV≤10S的镀锡薄板,称为“K级”板,即高耐蚀板。
理论上,高耐蚀性镀锡薄板的生产总是要求马口铁原板成分控制准确、非金属夹杂物尽可能少,即多数采用L型钢基板,以便使得冷轧后表面质量有保证,从而在精细的电镀及软熔条件下,获得良好的镀层和合金层。
即便如此,绝大多数镀锡板在实际生产中,还需要内涂一层3~12g/m2(约相当于2~11μm)高分子膜来增强其耐蚀力。针对不同食品,应采用不同镀锡量和不同材料、不同厚度的高分子涂膜。
(2)耐加工性 根据成型加工的要求,除首先确定选用镀锡薄板的调质度外,对其表面的粗糙度、涂油量也要提出具体要求。另外,根据内容物性质,还要选用合适的表面钝化方式和钝化膜的含铬量。
此外,任何生产厂,其镀锡薄板产品的几何尺寸的规格,例如直角度、边部或中间的翘曲、整板镰刀弯以及表面缺陷等等,都必须控制在一定的指标内(此指标各国大致相同,惟日本要求较宽)。
镀锡薄板的权威标准是美国材料试验协会标准ASTM A623~626四个标准(1992~1995年版)。国际标准ISO11949-1995和我国标准GB2520-1999,亦应成为应用参照的标准。日本标准JISG3303由于某些指标范围较宽,且现行版本已12年未曾修订,故在订货中使用时,应予增加补充和修正条款。