设备的磨损
出处:按学科分类—工业技术 企业管理出版社《工程师手册》第721页(4431字)
设备是企业生产的重要的物质和技术基础,它的总体状况标志着一个国家的生产实力、生产水平和科学技术发展水平。
近代工业之所以劳动生产率高、质量好、成本低,是同设备的技术水平分不开的。社会生产的先进与落后,主要是看其用何种劳动手段进行生产。
但是,在我国目前为数众多的企业中,有不少设备是相当陈旧的,对它们进行技术改造和设备更新是十分迫切的、重要的。
设备更新,简单地说就是补偿设备的各种磨损。它对提高劳动生产效率、改善产品质量、促进技术进步、提高企业素质及其经济效益都具有极其重要的作用。
尽管设备更新具有重要意义,但也不是在任何条件下更新设备都是有利的,况且更新设备的方案往往也有多种。因此,设备更新分析的任务就是利用技术经济分析的原理和方法,来寻求设备最合理的更新方案。
为了做好设备更新分析,就必须研究、分析设备的磨损问题。
设备的磨损有两种基本的形式,即有形磨损和无形磨损。它们产生的原因各不相同。
1.设备的有形磨损
(1)设备有形磨损的含义及其产生原因
设备的实体遭受损坏,就称为设备的有形磨损。
引起设备有形磨损的原因有两种:
第一种原因是在使用的过程中,设备的零件在外力的作用下,发生了摩擦、冲击、振动及疲劳现象,以至设备的实体受到损坏。这种有形磨损一般称为设备的第Ⅰ种有形磨损。其表现为设备零部件的尺寸、形状以及公差配合性质发生变化;零部件完全损坏,导致设备加工精度下降,失去可靠性、稳定性、甚至无法使用。
第Ⅰ种有形磨损一般可分为三个阶段(见图7.1.1-1),第一阶段称为初级磨损阶段。是新的或大修理后的设备刚刚运转阶段。在这一阶段中,主要是由于相对运动的零部件表面微观几何形状在力的作用下迅速磨损,还有不同形状零件抱合时新发生的磨损。该阶段的磨损速度较快、时间较短。
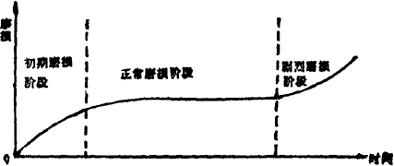
图7.1.1-1 设备磨损曲线图
第二阶段为正常磨损阶段。在这一阶段中,磨损速度平稳,磨损量增值缓慢。此时,设备处于最佳的技术状态。
第三阶段是剧烈磨损阶段。在该阶段中,零部件的正常磨损被破坏,磨损急剧增加,设备的性能、精度迅速降低,设备不能继续进行正常工作。
造成设备有形磨损的第二种原因是在自然力的作用下,设备实体受到损坏。该种有形磨损称为第Ⅱ有形磨损。其表现为金属零部件锈蚀,橡胶、塑料零部件老化。其结果也将使设备丧失精度甚至彻底损坏。
第Ⅱ种有形磨损与生产过程中的作用无关,它是在设备闲置过程中产生的,其磨损程度取决于设备管理的水平。
(2)设备有形磨损的质量
如果零部件的磨损是因摩擦造成的,则其磨损程度为:

式中,a1——i设备中第i个零件的磨损程度;
δ0i——i零件的最大允许磨损量;
δi——i零件的实际磨损量。
如果零件的磨损是由于疲劳造成的,则其磨损程度为:

式中,toi——i零件的疲劳磨损周期;
t1——i零件的实际磨损服务期。
在计算个别零部件磨损程度aj的基础上,设备的整机平均磨损程度为:

式中,ap——设备有形磨损程度;
n——磨损零件的种数;
k1——i零件的价值。
应用公式(3)来计算设备的磨损程度比较繁琐,如果仅需大概了解设备的整机平均磨损程度,可用公式(4)或公式(5)。

式中,KR——修理全部磨损零部件所需费用;
K——确定该设备磨损程度时其再生产价值。

式中,T——设备已使用年限;
T。——按有形磨损规定该设备的服务期。
2.设备的无形磨损
(1)设备无形磨损的含义及其产生原因
由于技术进步而引起的设备贬值就称为设备的无形磨损,又称为经济磨损或精神磨损。与有形磨损不同,无形磨损在实物形态上是看不出来的。
引起设备的无形磨损的具体原因有两种。
一是在科学技术进步影响下,劳动生产率不断提高,工艺不断改进,生产同样设备所需的社会必要劳动相对减少,生产成本和销售价格相应降低,致使现有设备的价值相应贬值。这种无形磨损称为第Ⅰ种无形磨损。
第Ⅰ种无形磨损虽然使现有设备贬值,但设备本身的技术性能并未受影响,设备的合作价值也没有下降。因此,对第Ⅰ种无形磨损的设备,一般不必提前更换。但是,如果设备价值降低的速度很快,出现修理费用高于设备本身的价值时,就要及时淘汰。
同样在技术进步的影响,生产出现了性能更完善、生产效率更高、结构更先进的新型设备,从而使现有机器设备在技术上相对陈旧落后,产生贬值。这种无形磨损称为第Ⅱ种无形磨损。
出现第Ⅱ种无形磨损,不仅造成了现有设备贬值的后果,而且继续使用现有设备,还会导致其技术经济效果的降低。这是因为现有设备尽管尚能正常工作,但其生产的产品数量、质量不如新型设备,耗费的原材料、燃料、动力、工资等比新型设备多,产品成本会高于社会平均成本。这就意味着现有设备的使用价值已部分或全部丧失。在此情况下,现有设备虽可使用,甚至还很新,也要考虑是否淘汰的问题。
当然,并非出现了第Ⅱ种无形磨损就一定要用新设备取代现有设备,而是需要进行技术经济分析。如果技术进步形式表现为淘汰原有生产工艺,采用新的加工方法,或者表现为完全采用新型材料,这样,属于旧生产工艺的设备,加工旧材料的设备就可能完全失去使用价值,通常要遭到淘汰。
设备的无形磨损和有形磨损一样,都要引起设备价值的降低。但是,严重的有形磨损设备,往往不能正常使用,而任何程度的无形磨损的设备却不影响其继续使用。
(2)设备无形磨损的度量
第Ⅰ种无形磨损程度可用公式(6)计算。

式中,at1——第Ⅰ种无形磨损程度;
K。——设备的原始价值(简称原值);
Kn——设备的再生产价值。
第Ⅱ种无形磨损程度可由(7)计算。

式中,at2——第Ⅱ种无形磨损程度;
Cao——现有设备生产单位产品的成本;
Can——新型设备生产单位产品的成本。
一种结构更完善、效率更高、技术更先进的新设备,其价值往往比现有设备的价值高,故直接比较两者价值是不能得出正确结论的。公式(7)通过比较单位产品来粗略反映现有设备的无形磨损程度,但该式并未能充分反映新型设备在技术相的优越性,故仅可用于参考。
设备总的无形磨损可由公式(8)求得。
at=1-(1-at1)(1-at2) (8)
式中,at——设备总的无形磨损。
at也可以应用公式(9)来表示。

式中,K′n——新设备(结构与原设备相同或不同)的价值;
β——修正系数。
仅是第1种无形磨损,则β=1;如含有第Ⅱ种无形磨损,则根据新旧设备的劳动生产率、生产成本等因素,综合考虑,确定β的数值。
3.设备的综合磨损
设备在使用期内,通常既遭受有形磨损,又遭受无形磨损。
已分别求得设备有形磨损和无形磨损程度后,就可以计算两种磨损的综合磨损程度,其计算公式为:
a=1-(1-ap)(1-at) (10)
式中,a——设备综合磨损程度。
为了简便地估算设备综合磨损程度,也可以通过公式(11)计算a。

式中,K1——设备净值(设备扣除折旧后的价值,又称为帐面残值);
Ko——设备原值。