极限拉伸率
书籍:铝手册
出处:按学科分类—数理科学和化学 轻工业出版社《铝手册》第101页(1001字)
体现材料拉伸性能的数值,有圆筒形状的极限拉伸比(L、D、R),或极限拉伸率(L.D.C)。
这个值用下式算出:
L.D.R.=D/d1
L.D.C.=d1/D
式中 D——可能形成的最大半成品直径。
d1——凸冲模直径。
拉伸加工的理论已有好多文章发表过了,理论上计算出的这些数值,大体上与实验的数值一致。一般是通过各种拉伸试验机的30~50毫米的凸冲模直径的拉伸试验所得出的数据。
在实际生产中,由于存在着材料厚度,制品大小,防皱压板力量,工具的适应情况,加工速度,润滑油状况,产品的形状等多种变动因素,它们对于在什么样的拉伸范围内能提高产品的质量、成品率和生产效率都有重要的影响,所以必须考虑加工时的各种条件,慎重决定拉伸率。在加工条件好的时候,一般的实用极限拉伸比及拉伸率,如下表所示。
表1 实用极限拉伸比及拉伸率
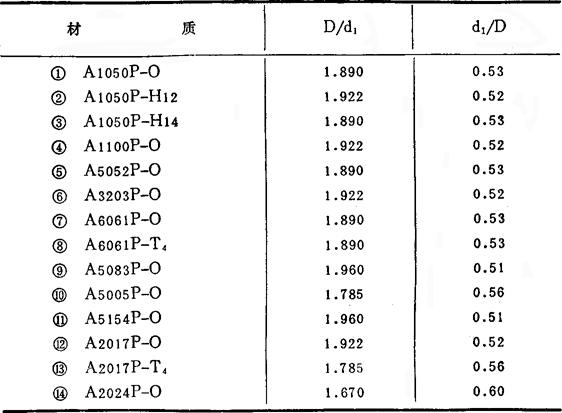
影响拉伸性能的重要因素是板的厚度。它与半成品的直径有关,板薄的拉伸性不好。由于机械动作不同而产生的拉伸方法的差别,也影响拉伸性能。易于更换半成品夹具的单动压力机,拉伸性能就比复动的压力机要低。
在上述这些影响下的极限拉伸率,示于表2。
表2 加上t/D影响时的极限拉伸率
(A1100P-O,A3203P-O)
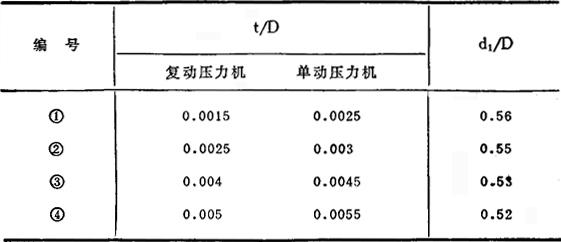
注:单动压力机,附有半成品夹具。
在这个极限拉伸率范围内,仍不能拉伸成型的半成品,有必要进行再次拉伸。其加工程度的界限,示于表3。
表3 极限再次拉伸率
(A1100P-O,A3203P-O)
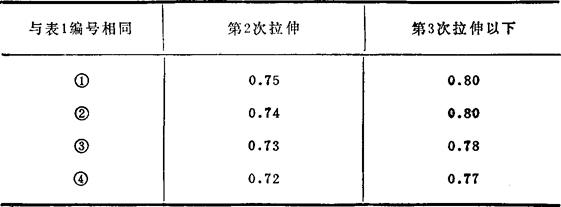
再次拉伸率=凸冲模直径/前工序凸冲模直径
上一篇:用压力机拉伸的设计标准
下一篇:型材的弯曲