熔化极脉冲氩弧焊工艺
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第145页(1366字)
1.熔化极脉冲氩弧焊的熔滴过渡
熔化极脉冲氩弧焊有三种过渡形式:一个脉冲过渡一滴(简称一脉一滴)、一个脉冲过渡多滴(简称一脉多滴)及多个脉冲过渡一滴(多脉一滴)。熔滴过渡方式主要决定于脉冲电流及脉冲持续时间,如图1-4-5所示。三种过渡方式中,一脉一滴的工艺性能最好,多脉一滴的工艺性能最差。然而,一脉一滴的工艺范围很窄,焊接过程中难以保证,因此,目前主要采用的是一脉多滴及一脉一滴的混合方式。

图1-4-5 熔滴过渡方式与脉冲电流及脉冲持续时间之间的关系[6]
2.焊接工艺参数的选择原则
脉冲TIG焊的主要参数有:基值电流Ib、脉冲电流Ip、脉冲持续时间tp、脉冲间歇时间tb、脉冲周期T=tp+tb、脉冲频率f=1/T、脉冲幅比F=Ip/Ib、脉冲宽比K=tp/(tb+tp)及焊接速度。
(1)脉冲电流Ip及脉冲持续时间tp 脉冲电流与脉冲持续时间决定了熔滴过渡方式,这两个参数要适当配合,使(Ip,tp)点位于图1-4-5中的一脉一滴临界曲线之上。
脉冲电流还影响熔深,在平均电流一定的条件下,脉冲电流越大,熔深越大。选择熔化极脉冲氩弧焊参数时,应综合考虑母材类型、板厚、焊接位置及熔滴过渡要求,首先选择平均电流、脉冲电流及脉冲持续时间。
(2)基值电流Ib 基值电流的主要作用是维持电弧的稳定燃烧,同时预热焊丝及工件。在保证电弧稳定的条件下,尽量选择较低的基值电流,以突出脉冲TIG焊的特点。
(3)脉冲频率及脉冲宽比 熔化极脉冲氩弧焊采用的脉冲频率一般在几十至几百Hz的范围内,频率过低,焊丝易插入熔池,焊接过程不稳定,而频率过高则失去了脉冲焊的特点。脉冲频率通常根据焊接电流的大小来选择,电流较大时,脉冲频率应选得较大一些;焊接电流较小时,频率应选得小一些。送丝速度一定时,脉冲频率越大,熔深越大,因此,焊接厚板应选择较大的频率,焊接薄板时应选择较小的频率。
脉宽比越小,脉冲焊的特征越明显,而脉宽比过小则易导致电弧不稳定,因此,脉宽比一般取25%~50%。全位置焊接、薄板及热敏感材料的焊接均要求脉宽比小一些。
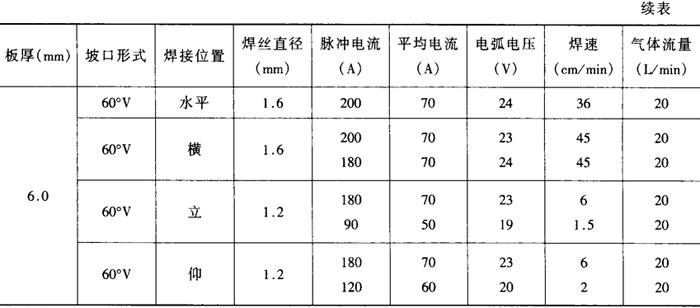
3.熔化极脉冲氩弧焊典型焊接规范
表1-4-27给出了铝合金熔化极脉冲氩弧焊的典型焊接规范。表1-4-28给出了不锈钢熔化极脉冲氩弧焊的典型焊接规范。
表1-4-27 铝合金熔化极脉冲氩弧焊的典型焊接规范[2]

表1-4-28 不锈钢熔化极脉冲氩弧焊的典型焊接规范[2]