焊接方法与焊接材料
书籍:实用焊接技术手册
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第551页(903字)
(一)焊接方法
常用手工电弧焊、气体保护焊和电阻焊等方法焊接马氏体不锈钢。其中电弧焊方法的适用性见表2-4-30。
表2-4-30 马氏体不锈钢电弧焊方法其及适用性

(二)焊接材料
马氏体不锈钢焊接可以采用Cr13型和Cr-Ni型不锈钢焊条和焊丝。
1.Cr13型焊条和焊丝
当焊缝强度要求较高时,通常采用Cr13型焊条和焊丝,可使焊缝金属的化学成分与母材相近,但焊缝的冷裂倾向大。因此要求焊前预热和焊后热处理,预热温度不能超过450℃,以防止475℃脆化;焊后热处理是冷至150~200℃时,保温2h,使奥氏体各部分转变为马氏体,然后立即进行高温回火,加热到730~790℃,保温时间每1mm板厚为10min,但不少于2h,最后空冷。
为了防止裂纹,焊条和焊丝中S、P的含量应小于0.015%,Si的含量应≤0.3%,碳的含量一般应低于母材的含碳量,以降低淬透性。
2.Cr-Ni奥氏体型不锈钢焊条与焊丝
Cr-Ni奥氏体不锈钢型焊缝对氢的溶解度大,可以减少氢从焊缝金属向热影响区的扩散,有效地防止冷裂纹,因此焊前不需预热。此外,Cr-Ni奥氏体钢型焊缝金属具有良好的塑性,可以缓和热影响区马氏体转变时产生的应力。但焊缝的强度较低,也不能通过焊后热处理来提高。
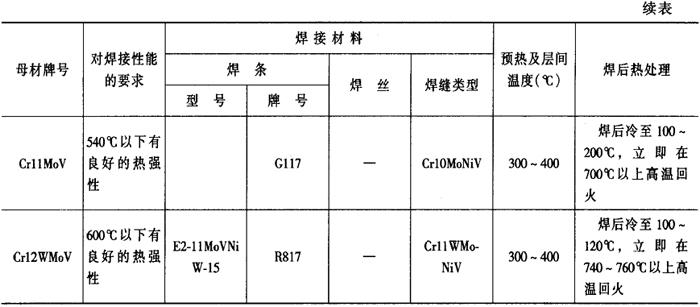
马氏体不锈钢常用的焊接材料及焊接工艺见表2-4-31。
表2-4-31 马氏体不锈钢常用的焊接材料及焊接工艺

上一篇:马氏体不锈钢焊接工艺
下一篇:实用焊接技术手册目录