常用打捞工具
出处:按学科分类—工业技术 中国轻工业出版社《制盐工业手册》第777页(2760字)
(一)公锥
见图3-2-65,表3-2-124。

图3-2-65 公锥
表3-2-124 公锥 单位:mm

注:DG——四川现有:QZ——东风厂,其余为宝鸡厂。
(二)母锥
见图3-2-66,表3-2-125。

图3-2-66 母锥
表3-2-125 母锥 单位:mm

注:DG——四川现有;QZ——东风厂,其余为宝鸡厂。
(三)卡瓦打捞筒
见图3-2-67、表3-2-126。

图3-2-67 卡瓦打捞筒
1-接头 2-上压盖 3-弹簧 4-本体 5-下压盖 6-胶皮 7-卡瓦 8-键 9-引鞋
表3-2-126 卡瓦打捞筒 单位:mm

(四)磁铁打捞器
见图3-2-68,表3-2-127。

图3-2-68 MΦ-3M型磁铁打捞器
1-接头 2-外筒 3-橡皮垫 4-螺钉 5-压盖 6-绝磁筒 7-垫圈 8-磁铁 9-喷水头 10-铣鞋
表3-2-127 磁铁打捞器

(五)铅模
见图3-2-69、表3-2-128。
表3-2-128 铅模

注:单位mm。
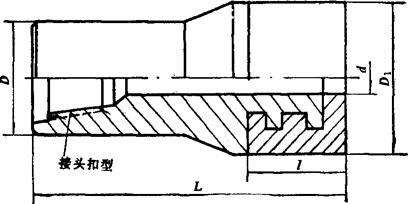
图3-2-69 铅模
(六)平底磨鞋
见图3-2-70、表3-2-129。

图3-2-70 平底磨鞋
表3-2-129 平底磨鞋

注:单位mm。
(七)单式铣锥
见图3-2-71。

图3-2-71 Φ192单式铣锥
技术要求:
1.在锥体刀槽内镶入9~10块硬质合金刀块,相邻刀槽内,刀块交错排列,用铜焊牢固。
2.刀块刀刃排列方向为逆时针方向。
3.底端如图示,共开16个槽,共装24块硬质合金刀块,交错排列,并注意刀刃方向,其余部分先用低碳钢条焊成齿形,再铺碳化钨。
4.硬质合金刀块按图磨出刀刃。
(八)复式铣锥

图3-2-72 Φ192复式铣锥
1-复式铣锥本体 2-硬质合金刀块
技术要求:
1.刀槽为左旋,斜度3°。
2.硬质合金刀块用铜焊固定于刀槽内。
3.(1)直径Φ192、工作长度在50mm的工作面上的刀槽内,镶硬质合金刀块2块,相邻一槽镶一块,交错排列。
(2)直径Φ188、工作长度在160mm、斜度为2°的刀槽内,镶刀块4块,相邻一槽镶3块,交错排列。
(3)直径Φ176.8、工作长度在180mm、斜度6°58′的刀槽内,镶刀块5块,相邻一槽镶3块,交错排列。
(4)直径Φ102.8锥形工作面开槽6条,焊碳化钨。
(5)直径Φ56.8底部全部焊碳化钨,厚3mm。
4.全部硬质合金刀块必须按图磨出刀口。
(九)油管捞矛
见图3-2-73、表3-2-130。
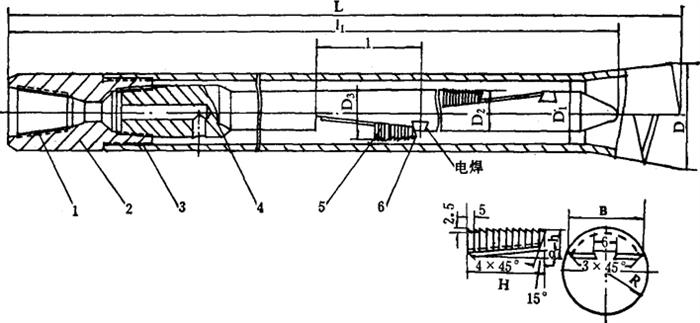
图3-2-73 油管捞矛
1-接头扣型 2-接头 3-引筒 4-捞矛杆 5-卡瓦 6-半圆键
表3-2-130 油管打捞矛

注:(1)卡瓦装入捞矛杆上后,必须上下灵活。
(2)半圆键与捞矛杆键槽要求紧配合,装配后电焊锉光。
(3)卡瓦、牙齿表面渗碳处理,渗碳深0.5~1.2mm,淬火后硬度Rc=50~55。
(4)单位:mm。
(十)套管打捞矛
见图3-2-74、表3-2-131。
表3-2-131 单位:mm


图3-2-74 套管打捞矛
1-捞矛杆 2-键 3-卡瓦 4-接头扣型