双螺杆挤出机的类型
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第72页(2873字)
双螺杆挤出机的分类方法很多。
按两根螺杆轴线的几何角度可分为平行型双螺杆挤出机和锥型双螺杆挤出机。在平行型双螺杆挤出机中还可以分为紧密啮合式和非紧密啮合式。
按两根螺杆的相对旋转方向可分为:同向旋转和反向旋转两种。
(一)紧密啮合同向旋转(CICO)式平行双螺杆挤出机
紧密啮合双螺杆挤出机即螺棱外形与螺槽外形是紧密配合,是属于低速双螺杆挤出机。
CICO双螺杆的形状和啮合区的横截面积见图3-1。
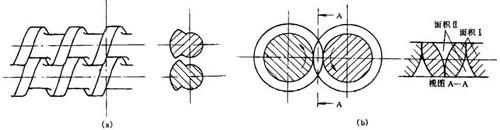
图3-1 CICO双螺杆的几何形状和啮合区的横截面积
(a)几何形状 (b)啮合区的横截面积
如图3-1(a)所示,两根螺杆之间形成良好的密封;但从啮合区的横截面来看,两根螺杆的螺槽之间有较大间隙,如图3-1(b)。由此图可知,如果阻碍面积[图3-1(b)中的面积Ⅰ]比空隙面积[图3-1(b)中面积Ⅱ]大,则输送特性完全呈正向;如果空隙面积大于阻碍面积,则正向输送特性大为减弱。由于CICO双螺杆挤出机中空隙面积小于阻碍面积,所以,CICO挤出机有一定的正向输送特性。
如图3-2所示,物料进入啮合区将形成高压。

图3-2 啮合区进口处的高压区
压力增高的主要原因是:当物料进入啮合区时,流道横截面减小;并且流动方向的改变也使压力增高。这些高压将在螺杆上产生试图推开螺杆的侧向力(即分离力)。这种分离力将随螺杆转速的增大而提高。很明显,这种分离力不能大到使螺杆与料筒接触。因此,CICO挤出机必须低速运转。
(二)紧密自洁同向旋转(CSCO)式平行双螺杆挤出机
CSCO螺杆的几何形状和啮合区的横截面如图3-3所示。

图3-3 CSCO螺杆的几何形状和啮合区的横截面
(a)几何形状 (b)啮合区横截面
由图3-3可知,从一根螺槽到相邻螺槽有很大的空隙,所以,啮合区形成高峰压力值不大,因此,CSCO双螺杆挤出机可以高速旋转,转速可达600r/min。
(三)紧密啮合异向旋转(CICT)式平行双螺杆挤出机
CICT双螺杆的几何形状和啮合区的横截面见图3-4。

图3-4 CICT双螺杆的几何形状和啮合区的横截面
(a)几何形状 (b)啮合区的横截面
如图3-4(b)所示,CICT啮合区的横截面两螺杆螺槽之间的空隙相当小,因此,CICT挤出机可以实现较大正向输送特性。
啮合区的螺杆速度在同一方向,因此,进入啮合区的物料有流经啮合区的强烈趋势。如果两根螺杆间的间隙相当小,则通过啮合区的料流十分小,这将造成啮合进口处物料累积形成料垄;而吸入缝隙的物料使两根螺杆上产生很大的压力。这种压力可能引起螺杆弯曲,因此,CICT挤出机通常是低速运行。
(四)非啮合式反向旋转式(NOCT)式平行双螺杆挤出机
非啮合式双螺杆挤出机是两螺杆之间的中心距大于螺杆半径之和的双螺杆挤出机。非啮合式双螺杆挤出机商品化范例是反向旋转(NOCT)挤出机。NOCT双螺杆的几何形状和啮合区的横截面见图3-5。NOCT挤出机物料输送与单螺杆挤出机相似;而主要区别是物料从一根螺杆交换到另一根螺杆。如果顶峰面积为零[如图3-5(b)],则NOCT挤出机的挤出量恰如两台单螺杆挤出机。

图3-5 NOCT双螺杆的几何形状和啮合区的横截面
(a)几何形状 (b)啮合区的横截面
如果顶峰区的面积不为零,则NOCT挤出机的挤出量小于相同螺杆直径的单螺杆挤出机挤出量的两倍。
NOCT挤出机的正向输送特性小于单螺杆挤出机,因此,回混性优于单螺杆挤出机。所以,NOCT挤出机主要用于掺混、排气、化学反应等场合,NOCT挤出机不适合于型材的挤出。
不等长双螺杆挤出机是NOCT商品化挤出机又一范例,使得挤出机后段用单螺杆出料,如图3-6所示。

图3-6 不等长双螺杆挤出机
这种挤出机的优点有二:其一,改善了挤出特性;其二,仅一根螺杆有推力负荷,副螺杆(短螺杆)上的推力负荷很小。这种构型的挤出机的缺点是输送过程不对称。
(五)锥型双螺杆挤出机
锥型双螺杆挤出机中的螺杆如图3-7所示。

图3-7 锥形双螺杆挤出机螺杆及其分区
1-熔融区 2-排气区 3-压缩区 4-混合区 5-加料区
两根锥型螺杆在料筒中互相啮合、异向旋转,一根螺杆的螺棱顶部与另一根螺杆的根部有合理的间隙。由于异向旋转,一根螺杆上物料螺旋前进的道路被另一根螺杆堵死,物料只能在螺纹的推动下,通过各部分间隙轴向前进。当物料通过两根螺杆之间的径向间隙时,犹如通过两辊的辊隙,所受的搅拌和剪切十分强烈,因而,塑化均匀,特别适宜加工PVC塑料。
锥型双螺杆的压缩比不但由螺槽从深到浅而形成,同时,也由螺杆外径从大到小而形成,因而压缩比相当大,所以,物料在料筒中塑化得更充分、更均匀,保证了制品的质量。在此前提下,可以提高转速,从而提高挤出量。
锥型双螺杆的螺杆特性曲线比较硬,比较易于调整沿料筒轴向温度曲线的形状,以适应加工温度范围较窄的塑料需要。对于PVC,在加料段必须使加工温度低于粘流温度,而在以后各段又应有一个适当的温度梯度。锥型双螺杆则能够实现理想的调节作用。