设备
出处:按学科分类—工业技术 中国轻工业出版社《聚氯乙烯加工手册》第406页(1428字)
(一)捏和、造粒装置
参见第三章所述。
(二)注射成型机
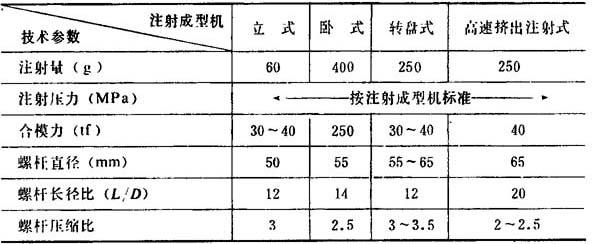
目前使用的注射设备有立式、卧式的预塑化注射成型机、转盘式注射成型机及高速挤出注射成型机四种,其机械结构见本章第一节。前两种是塑料注射成型的通用设备,后两种是将立式注射成型机的合模系统改装在转盘上而使其成为多工位生产塑料凉鞋的专用设备。现以塑料凉鞋的生产角度将这四种注射成型装置的优缺点对比及技术参数列为表5-3-1、5-3-2。
表5-3-1 四种注射成型机的比较

表5-3-3 全塑凉鞋尺寸设计参考
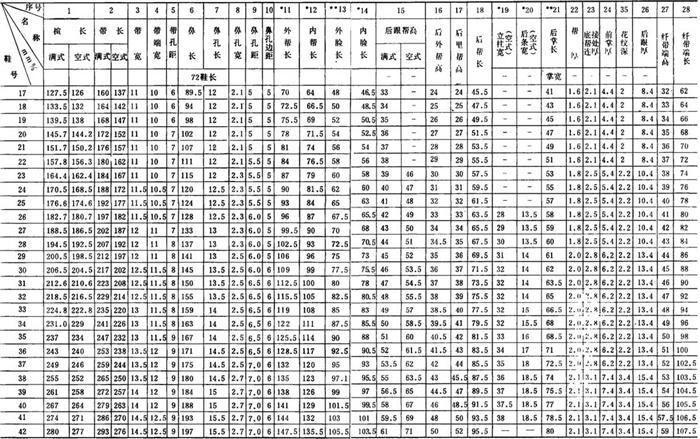
注 *按凉鞋花式不同而有变更的参考尺寸。序号13、14为主体测量尺寸。
**按鞋型瘦肥而变,一般为掌宽的111%。
表5-3-2 注射成型机技术参数参考表
(三)模具
1.模具设计
有关模具设计的基本原则与要求,参见本章第一、二两节。
2.模具材质
制造模具通用金属材料,所用材料应具有足够的硬度、强度、冲击韧性、耐磨蚀性及良好的机械加工性能,因此一般都以45号碳素钢制模。但钢模制造周期长、成本高,再者软聚氯乙烯熔料的表观粘度较低,流动性较好,泡沫凉鞋在模内发泡,故注射压力与合模力较低。为适应经常更新塑料凉鞋花色品种,所以在不要求大批量生产时,可采用铝合金等材料制模。
3.模具粗糙度
全塑凉鞋的模具粗糙度应在0.4,泡沫凉鞋因表面尚须整饰,故模具的粗糙度可稍高。
4.模具尺寸
型腔尺寸要根据塑料注射成型时的收缩率来确定。在同一注射工艺条件下,软聚氯乙烯塑料的收缩率随配方而异。增塑剂用量增加则收缩率增大,填料用量增加则收缩率降低。即使同一配方,在制品中厚度不同而收缩率也有差异。软聚氯乙烯的收缩率一般为1.5~3.0%。根据经验鞋模的型腔尺寸一般按鞋子尺寸在长度上放大2~2.5%较宜,围度则放大2%较宜,厚度也应适当放大,一般放大2.5%。全塑凉鞋尺寸设计见表5-3-3。
5.浇口
中心浇口直径一般取3.5mm,高速挤出注射的浇口可取到8mm。塑料凉鞋的模具浇口一般都设计在鞋底,但一次开模工艺的泡沫凉鞋的鞋模浇口,则应设置在面帮。
6.嵌件
应考虑可嵌配件或更换组合件的组合装配结构,以适应经常更新花色品种的需要。