小孔加工
书籍:特种加工手册
出处:按学科分类—工业技术 北京工业大学出版社《特种加工手册》第168页(724字)
小孔一般指直径为0.05~2mm,深径比达20以上的孔,小孔加工由于工具电极校易变形,排屑难,电极损耗大,所以工具电极应选刚性好、便于矫正、加工稳定性好的材料,小孔加工精度可达±0.002mm,表面粗糙度Ra为0.2μm.
(1)发动机喷油嘴小孔加工 图3-19所示小孔加工,用经过矫直的黄铜丝作电极,为避免电极弯曲在工具电极上设置导向装置,加工效果较好.近年来对小孔加工常用高速小孔加工法.采用管状电极,加工过程中电极作回转和轴向进给,管中通入5kPa以下高压工作液,取得很好效果,对于多孔小圆孔加工,可以用低熔点合金浇注在专用工具上组成刷子一样的电极,一次加工出若干小孔,效果很好,生产率很高.

图3-19 电火花加工的短型喷嘴小孔
(2)异形小孔的加工 电火花不但能加工圆形小孔,还可以加工异形小孔和多孔的异形小孔工件.其加工方法与加工圆孔基本相同,主要是制作异形电极和进行合理安装.目前制造异形电极主要用冷拔整体电极法和电火花切割加工法,以及电火花反拷贝法.异形小孔加工精度主要取决于电极制造质量、异形电极安装定位和电规准选择.图3-20为异形孔形状.异形孔加工时,电极安装定位比较难,电规准选择同圆孔加工相似.用异形电极可以加工不同要求的窄槽等.
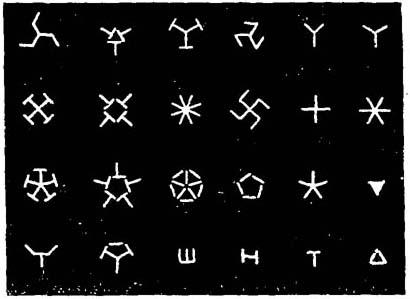
图3-20 扁丝电极数控电火花穿孔加工的异形孔形