袋成形-充填-封口包装机
出处:按学科分类—工业技术 中国轻工业出版社《中国食品与包装工程装备手册》第620页(3076字)
袋成形-充填-封口包装机是先将柔性包装材料制成袋,然后进行充填和封口的包装机械。
1 主要结构和基本原理
袋成形-充填-封口机的工作流程如图2-6-1所示。

图2-6-1 袋成形-充填-封口机工作流程图
袋成形-充填-封口机基本结构如图2-6-2所示。

(1)立式袋成形-充填-封口机
1-象鼻成形器 2-充填斗 3-纵封辊 4-横封器 5-回转切刀

(2)卧式袋成形-充填-封口机
1-三角形成形器 2-纵封器 3-牵引器 4-隔离板 5-开袋吸头 6-加料管 7-横封器 8-牵引辊 9-切刀
图2-6-2 袋成形-充填-封口机基本结构示意图
袋成形-充填-封口机机型很多,其主要形式如图2-6-3所示。

图2-6-3 袋成形-充填-封口机主要形式
(1)立式间歇 (2)立式连续 (3)立式多列 (4)卧式 (5)倾斜式
袋成形-充填-封口机一般采用片状卷筒薄膜,材料经成形器折叠成形,纵封成袋,再充填、横封而完成整个包装过程。也有采用筒状卷筒薄膜,不必成形和纵封,只经横向封切,开袋口充填,然后封口完成包装过程的机器。
2 主要装备
2.1 袋成形器
袋成形器是将片状卷筒包装材料对折变成袋形的部件,是制袋的关键部件。袋成形器的结构、特点如表2-6-2所示。
表2-6-2 袋成形器的结构、特点

经不同形式成形器和纵、横封器,可以制出不同的袋形。袋成形-充填-封口机可以制出的袋形如图2-6-4所示。

图2-6-4 袋成形-充填-封口机所制各种袋形
注:(5)(6)为用筒状卷筒薄膜制成
2.2 包装材料牵引装置
牵引装置是将包装材料连续或间歇地牵引供送到横封制袋工位的装置。牵引装置的结构形式和特点如表2-6-3所示。
表2-6-3 牵引装置结构形式和特点


2.3 封口装置
2.3.1 封口方法 袋成形-充填-封口机的封口方法,从原理上讲都是热封法。
(1)热板热封 经电热管对板状、棒状或辊状热封头恒温加热,或电热丝(带)恒温加热,对包装材料进行加压,即完成了封口,控制简单。但对受热易变形分解的包装材料不合适。
(2)脉冲热封 在热封头对包装材料加压时,电热丝(片)才瞬时通过低电压大电流,产生热量,使包装材料受热、受压而粘合,并在继续加压条件下冷却。封口强度高,外观质量好,对包装材料的适应性好。
冷却方法有水冷和风冷。
电热条常用厚0.8~1mm的扁带,需要封口和切断同时完成,可用圆丝。
(3)高频热封 包装薄膜夹压于通过高频电流的平板间,在强电场作用下,薄膜中双偶极子不断改变方向,相互碰撞,摩擦而产生热,使薄膜粘合,这种方法称为内加热法。它封口强度高,特别适合高阻抗的薄膜和其他热封方法难以封合的薄膜,如聚氯乙烯、聚酯等。
(4)超声波热封 超声源发出的超声波使薄膜封合处振动、摩擦,产生热量,进行粘合。
2.3.2 封口装置 封口装置用于袋的纵缝和横向封合,完成纵缝或横缝封合的分别称为纵封器或横封器。也有一个封口装置可同时完成纵封和横封的。封口装置的结构和特点如表2-6-4、表2-6-5和表2-6-6所示。
表2-6-4 同时完成纵、横封封口器结构和特点

表2-6-5 纵封器的结构和特点

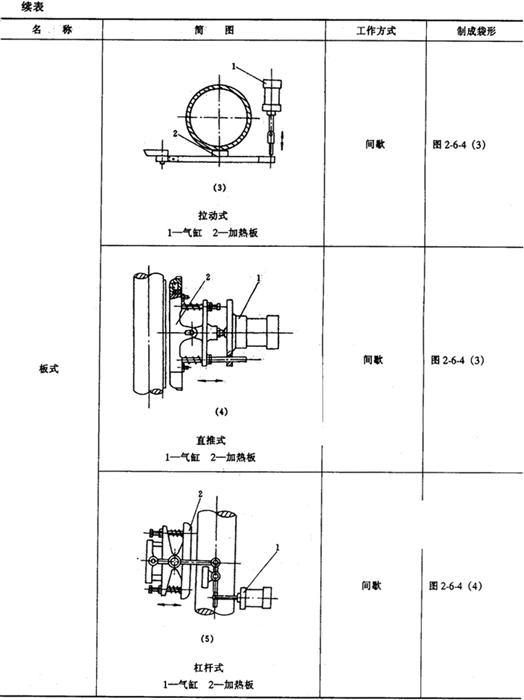
表2-6-6 横封器的结构和特点


2.4 切断装置
切断相邻两只包装袋的方法有热切和冷切两种。
2.4.1 热切 热切是对包装薄膜(必须不含铝箔和纸)的两个袋子间线状加热,使之熔融,并施加一定压力和拉力,使袋子分开的方法。通常一个装置同时具有热封和热切功能,封口时完成切断。其结构如表2-6-5(夹合式、直推式和杠杆式)所示。
2.4.2 冷切 冷切是在不加热条件下,用金属刀刃使薄膜受剪切而分开的方法。几种典型结构如表2-6-7所示。
表2-6-7 冷切装置结构


2.5 控制及其他
2.5.1 袋长控制 袋成型-充填-封口机的袋长控制有以下几种方式:
(1)时间控制 控制离合器的通断时间,改变拉膜辊的转速,达到袋长控制的目的。
(2)气缸控制 改变拉膜执行气缸的行程,控制袋长。
(3)结构控制 纵横封辊(表2-6-4)的周长决定袋的尺寸,一种尺寸辊对应一种袋尺寸。
(4)色标控制 光电管接收到包装薄膜上一个色标信号,拉膜停止,纵横封动作一次,制成一个袋,袋长由事先印好的色标的间隔决定。
2.5.2 辊式封切器的传动 连续运动的横封器线速度必须和薄膜运动的线速度相同,否则会使薄膜打皱或拉断。另外,由于热封头温度高,为防止薄膜过热,封切器在封切结束后应快速离开,实际上封切器做不等速的圆周运动,在与薄膜接触时,速度与薄膜一致,然后加速运动。这通常用偏心链轮机构或转动导杆机构实现。