药芯焊丝
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第242页(1392字)
1.药芯焊丝的类型与用途
药芯焊丝是用塑性较好的低碳钢、低合金钢带,压成U形,填入焊剂,折压成不同的断面形状,经拉拔制成不同直径和不同断面形状的药芯焊丝。常用的直径有1.6mm、2.0mm、2.4mm、2.8mm、3.2mm。常用的断面形状如图5-36所示。圆形断面,易产生电弧沿钢皮旋转,破坏电弧稳定性,所以仅用于直径2.4mm以下的药芯焊丝。直径较大的药芯焊丝尽量制成E形、T形、梅花形、填丝形等复杂断面型。直径≤2.4mm的药芯焊丝适用于手工操作的半自动焊。直径≥2.4mm的适用自动焊。根据药芯焊丝的焊剂成分不同,分为钛型、钙型、钙钛型三大类。

图5-36 药芯焊丝断面形状
2.药芯的作用及主要成分的来源
(1)药芯(焊剂)的作用:
1)形成熔渣,对熔滴、熔池进行保护,并改善焊缝成形。
2)降低电弧引燃电压,保证电弧稳定燃烧,使过程稳定、飞溅减少。
3)隔绝空气,使熔化金属免受氧、氮的污染,提高焊缝金属的致密性。
4)与熔化金属发生一系列的冶金反应,调整焊缝金属的化学成分,改善焊缝金属的力学性能和化学性能,提高抗裂性和耐腐蚀性等。
(2)药芯焊丝焊剂常用元素来源及作用见表5-61。
表5-61 药芯焊丝焊剂的常用元素来源及作用


(3)部分药芯焊丝的焊剂配方见表5-62。
表5-62 药芯焊丝焊剂配方

3.药芯焊丝的型号
(1)型号符号意义:

(2)焊缝金属(V形缺口)夏比冲击吸收功见表5-63。
表5-63 焊缝金属(V形缺口)夏比冲击吸收功

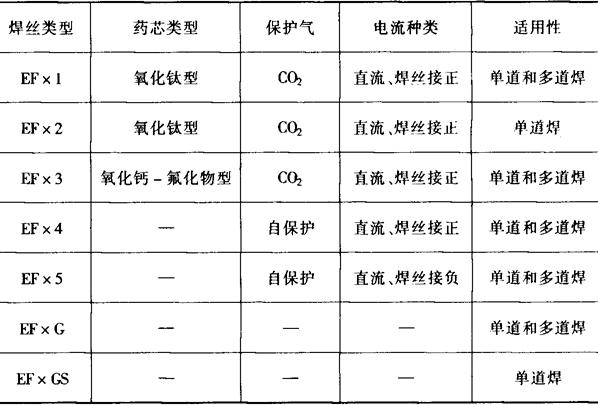
(3)药芯焊丝分类及类型代号见表5-64。
表5-64 碳钢药芯焊丝分类及类型代号(GB10045-88)
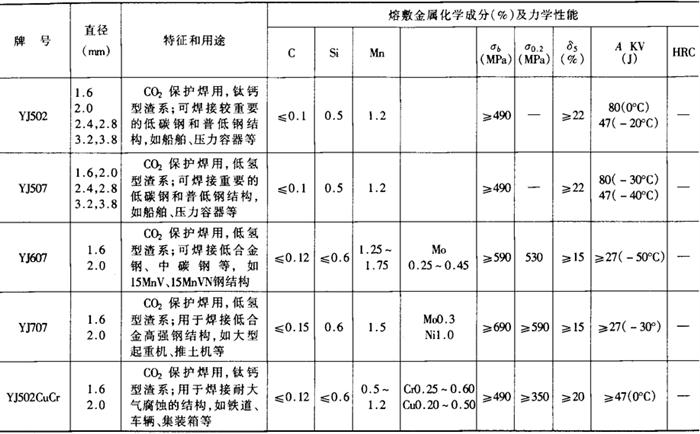
4.合金结构钢药芯焊丝牌号、性能和用途
表5-65 合金结构钢药芯焊丝牌号、性能和用途