等离子弧焊工艺参数的选择
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第272页(1640字)
1.小孔型等离子弧焊工艺参数的选择
(1)焊接电流:根据板厚和熔透要求确定焊接电流。电流过小,难于形成小孔效应;电流过大,会造成熔池金属坠落,难于形成合格焊缝,甚至出现双弧,烧坏喷嘴,破坏焊接过程。
(2)焊接速度:焊接速度增大,线能量减小,小孔直径减小,直至消失,失去小孔效应。焊接速度减小,线能量增大,母材过热,小孔扩大,甚至造成焊缝凹陷、熔池泄漏现象。
(3)离子气流量:离子气增大,离子流冲力增大,熔透能力加大。过大则会破坏焊缝成形,降低电弧稳定性。离子气流量不足,则形不成穿透小孔。只有适当的离子气流量,才有可能形成稳定的小孔效应。
(4)保护气流量:一般在15~30L/min。它应当与离子气保持适当比例,太小影响保护效果,太大造成气流紊乱,同样降低保护效果。
(5)喷嘴距离:喷嘴端头距工件距离一般取3~8mm。距离过大,会降低熔透能力。距离过小,则喷嘴易被飞溅物粘污,破坏喷嘴正常工作。
2.小孔型等离子弧焊各工艺参数的匹配
小孔型等离子弧焊各工艺参数之间有着密切的联系,互相制约。相互匹配关系如图6-15所示。选择调试各工艺参数时,应充分注意它们之间的匹配关系,才能获得最佳效果。

图6-15 小孔型等离子弧焊工艺参数匹配
(a)焊接电流-离子气流量匹配 (b)焊接电流-焊接速度-离子气流量匹配 (c)电极在收敛扩散型喷嘴中的相对位置
3.小孔型等离子弧焊参考规范见表6-5。
表6-5 小孔型等离子弧焊规范参数

注:①碳钢和低合金钢焊接时喷嘴高度为1.2mm;焊接其他金属时为4.8mm;采用多孔喷嘴。②预热到316℃;焊后加热至399℃;保温1h。③焊缝背面须用保护气体保护。④60°V形坡口,钝边高度4.8mm。⑤直径1.1mm的填充金属丝,送丝速度152cm/min。⑥要求采用保护焊缝背面的气体保护装置和带后拖的气体保护装置。⑦30°V形坡口,钝边高度9.5mm。⑧采用一般常用的熔化技术和石墨支撑衬垫。
4.熔透型及微束等离子弧焊工艺
工艺参数与小孔型相类似,对于中、小电流熔透型等离子弧焊宜采用联合型弧。联合型等离子弧,由于维弧——非转移弧的存在,使转移弧易于稳定。甚至1A以下仍能稳定燃烧。非转移弧(维弧)电流不宜过大,以免损坏喷嘴,
1-圆柱型喷嘴 2-三孔型收敛扩散型喷嘴 3-加填充金属可消除咬肉的区域一般2~5A为宜。熔透型及微束等离子弧焊工艺参数见表6-6、表6-7。
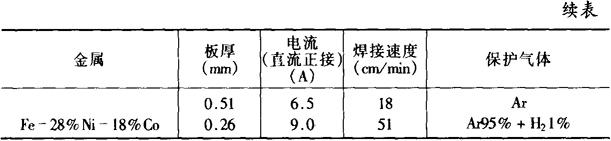
表6-6 熔透型等离子弧焊工艺参数参考值

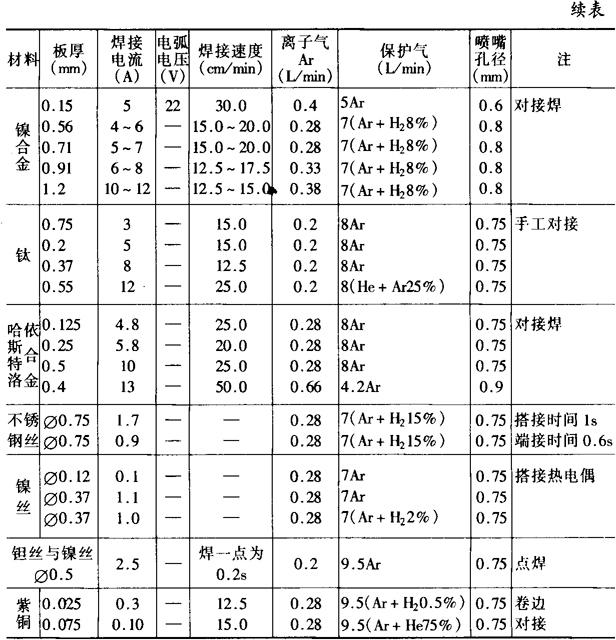
表6-7 薄板端接接头微束等离子弧焊规范

注:1.离子气流量:0.24L/min,纯Ar,喷嘴直径为0.80mm。
2.保护气体流量:10L/min。