等离子弧焊工艺
书籍:焊接技术手册
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第270页(1174字)
1.接头形式的选择
厚度大于1.6mm,小于表6-1列举的厚度时,采用I形坡口,用小孔法,单面焊双面成形一次焊透。厚度大于表6-1列举的数值时,根据厚度不同,可开V、U形或双V、双U形坡口。要求的坡口形状与氩弧焊相比,钝边增大,坡口角度减小。其数量对比见图6-12。
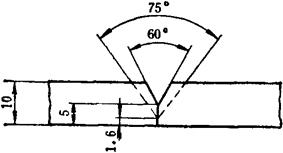
图6-12 等离子弧焊与氩弧焊V形坡口对比(实线是等离子弧焊,虚线是氩弧焊坡口)
工件厚度小于1.6mm,采用微束等离子焊时,接头形式有:对接、卷边对接、卷边角接、端面接头。当厚度小于0.8mm时,接头形式如图6-13所示。装配要求列于表6-2。

图6-13 厚度小于0.8mm的常用接头形式
(a)对接 (b)卷边 (c)端接接头
1-压板 2-垫板
表6-2 厚度δ<0.8mm的接头装配要求

注:1.衬垫槽中通氩或氦;
2.板厚小于0.25mm时推荐用卷边接头;
3.表内符号意义见图6-13。
2.等离子弧焊时,离子气和保护气选择见表6-3、表6-4。
表6-3 大电流等离子弧焊用离子气和保护气

注:①由于底部焊道成形不良,这种技术只能用于铜锌合金的焊接。
表6-4 小电流等离子弧焊用保护气

注:①气体选择仅指保护气体,在所有情况下等离子气均为氩气。
3.小孔型等离子弧焊的起弧和收弧
板厚小于3mm时,可直接在工件上引弧和收弧。工件厚度较大的纵缝可加引弧板和收弧板,在引弧板和收弧板上引弧和收弧。大厚度的环缝,不便加引弧板和收弧板时,应采取焊接电流和离子气递增和递减的办法,完成引弧建立小孔和收弧闭合小孔的过程。焊接电流和离子气递增和递减的斜率控制见图6-14的左半部和右半部。

图6-14 厚板环缝小孔型焊接电流及离子气流量斜率控制曲线
上一篇:等离子弧焊的类型
下一篇:等离子弧焊工艺参数的选择