等离子弧焊设备
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第277页(3655字)
等离子弧焊系统的组成,如图6-16所示。由电源、焊枪、控制电路、气路、水路等组成。若是自动焊则还有焊接小车或转动夹具的行走机构和控制电路。

图6-16 等离子弧焊系统示意图
(a)大电流等离子 (b)微束等离子
1-焊接电源 2-高频振荡器 3-等离子气 4-冷却水 5-保护气 6-保护气罩 7-钨极 8-等离子弧 9-工件 10-喷嘴 11-维弧电源 KM1、KM2-接触器触头
2.焊接电源
具有下降或恒流特性的电源可作为等离子弧焊电源。若离子气用Ar或含少量H2(7%以下)混合气体时,空载电压要求65~80V。若用He或含H2大于7%的Ar+H2混合气体时,为了可靠引弧,空载电压必须提高到110~120V。大电流等离子焊接时,先引燃非转移弧,再引燃转移弧。转移弧引燃后,立即切除非转移弧,非转移弧是短时间存在的。因此非转移弧电源可以由同一焊接电源串一电阻R取得。即转移弧和非转移弧可以共用一个电源,如图6-16a所示。微束等离子弧焊,用联合型,转移弧和非转移弧同时存在,所以转移弧和非转移弧各有自己的独立电源,如图6-16b所示。
3.等离子弧引燃装置
大电流焊接时,在非转移弧电源回路中,并联高频振荡器(如图6-16a),或高压脉冲发生器,依靠高压引燃非转移弧。在非转移弧的基础上引燃转移电弧。微束等离子焊接时除用上述引弧方式之外,还可以采用接触引弧,即借助焊枪上电极移动机构,向前推进电极,使电极尖端与喷嘴接触,并立即抽回,引燃非转移弧。同样在非转移弧的基础上引燃转移弧。
4.焊枪
等离子焊枪是等离子弧焊的关键装备。它的组成及术语如图6-17所示。

图6-17 等离子焊枪组成示意图
dn-喷嘴孔径 lo-喷嘴孔道长度 lr-钨极内缩长度 lw-喷嘴至工件距离
1-工件 2-保护气 3-离子气 4-钨极 5-压缩喷嘴 6-保护气罩
(1)压缩喷嘴:喷嘴是焊枪的关键部件。用紫铜制造,直接水冷,为提高水冷效果,喷嘴壁厚度不超过2.5mm。喷嘴孔径和孔道长度是影响等离子焊枪性能的关键尺寸。孔径dn取决于焊接电流和离子气流量。当焊接电流和离子气流量给定后,dn增大,等离子弧柱直径增大,能量密度下降,直至失去压缩作用,转变成氩弧,失去了等离子弧特性。但dn太小时会产生双弧,破坏等离子弧过程。孔道长度lo,对等离子弧的压缩效应也有显着影响。lo增长,压缩作用增强。其压缩特性,常用孔道比lo/dn表示。lo/dn增大,压缩效应增强,但lo/dn一旦超过极限值,则产生双弧,破坏焊接过程的正常进行。孔道比lo/dn的变化范围见表6-8
表6-8 压缩喷嘴孔道比lo/dn及压缩角α的变化范围

压缩喷嘴的类型:是以孔道形貌不同区分的。图6-18A(a)和(b)为圆柱形压缩孔道,在等离子弧焊中得到广泛应用。图6-18A(c)、(d)、(e)为收敛扩散型喷嘴,适用大电流、厚板焊接。图6-18A(b)、(d)、(e)为三孔型,即在主孔道旁边开二个小孔道。将等离子弧压缩成椭圆形,减小了热影响区宽度,可以提高焊接速度30%~50%。
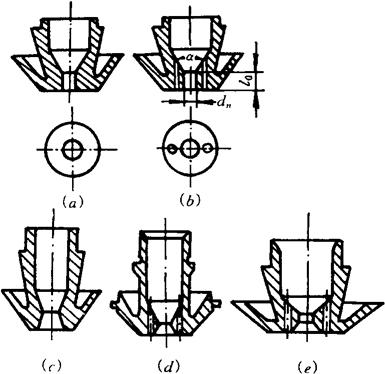
图6-18A 等离子弧常用的喷嘴类型
(a)圆柱单孔型 (b)圆柱三孔型 (c)收敛扩散单孔型 (d)收敛扩散三孔型 (e)有压缩段的收敛扩散三孔型
dn-喷嘴孔道直径 lo-喷嘴孔道长度 α-压缩角

图6-18B 电极端部形状图
(a)尖锥形 (b)圆台形 (c)圆台尖锥形 (d)锥球形 (e)球形
(2)电极:等离子弧焊电极与氩弧焊使用的电极材料相同。国内主要采用钍钨极、铈钨极,国外还采用锆钨极。钨极直径与许用电流的关系见表6-9。
表6-9 等离子弧钨极直径与许用电流关系

电极端部形状要求如图6-18B所示。电极安装要求:内缩量Lr=Lo±0.2mm,与喷嘴的同心度要求用高频火花法测量,75%~80%的圆上都应分布
(3)国产等离子焊枪结构:见图6-19A、图6-19B。

图6-19A 国产自动等离子弧焊枪结构示意图
1-喷嘴 2-保护套外环 3、4、6-密封垫圈 5-下枪体 7-绝缘柱 8-绝缘套 9-上枪体 10-电极夹头 11-套管 12-小螺母 13-胶木套 14-钨极

图6-19B 国产手工等离子弧焊枪结构示意图
1-绝缘帽 2-离子气进口 3-冷却水出口 4-非转移弧和转移弧导线(接电源负端) 5-非转移弧导线(接电源正端) 6-冷却水进口 7-保护气体进口 8-钨电极 9-保护气罩 10-压缩喷嘴
5.国产等离子弧焊机型号及技术数据
表6-10 大电流等离子弧焊机主要技术数据
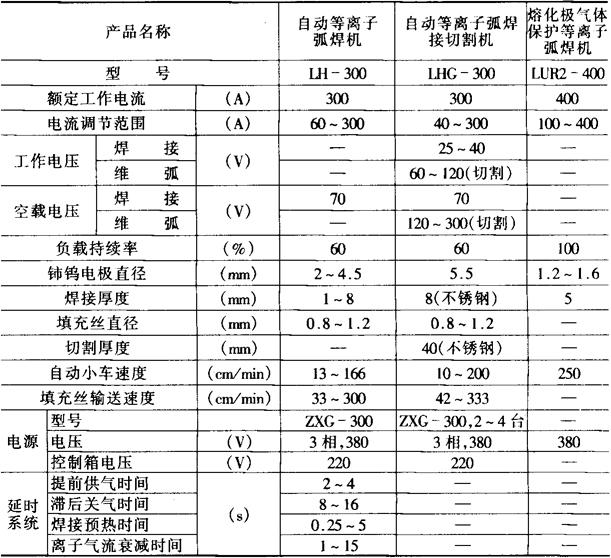

表6-11 微束等离子弧焊机技术数据


6.LH-30等离子弧焊机电路原理
LH-30微束等离子焊机配用电源为ZXG2-30型,原理线路如图6-20A所示。它由二个独立电源组成。维弧电源空载电压135V,额定电流2A,由D7-D12整流,R29降压获可调下降外特性。主电源空载电压70V,额定电流30A。采用并联结构,由D13-D18构成一组三相桥式整流,供给70V空载电压,保证转移弧可靠引燃,R28起这组整流电源的限流作用。D1-D6组成内桥反馈式饱和电抗器三相整流器,空载电压较低,用来提供转移弧电流。焊接电流即指此电流,它的大小由饱和电抗器控制绕组QC1、QC2控制,R19用来调定QC1中的控制电流,并通过C14和J2常开触点实现焊接电流的衰减控制。图6-20B是LH-30微束等离子焊机的控制电路。引弧前,先接通控制电路电源开关K1,接通冷却水,接通开关K5接通ZXG2-30电源。通过K2、K3调节好离子气和保护气流量。引弧时先按下AN1,使J1接通,再按AN4(在手把上)实现接触引弧。转移弧由开关K4控制。电流继电器JL用来控制衰减电流终止值,时间继电器JS控制保护气提前送入和滞后停止。

图6-20A LH-30焊机ZXG2-30电源原理图

图6-20B LH-30焊机控制电路原理图
7.等离子弧焊供气系统
等离子弧焊供气系统比较复杂。图6-21是等离子弧焊混合气体供气系统。采用H2气时,要防止漏气,以免发生爆炸。在供气系统中要有气流汇流筒进行均流,均匀分配给各气路。还要有贮气筒,对离子气进行缓冲。还要衰减气阀对焊接结束时的气流进行衰减。
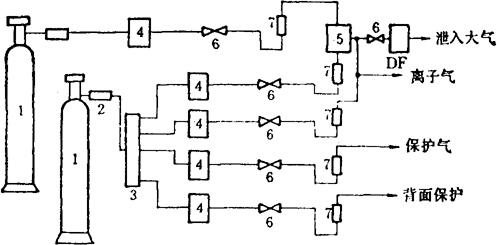
图6-21 等离子弧焊混合气体供气系统
1-气瓶 2-减压表 3-气流汇流筒 4-气阀 5-贮气筒 6-调节阀 7-流量计 DF-衰减气阀