电子束焊接工艺
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第289页(1604字)
1.焊接工艺参数的影响
(1)工作电压(加速电压)Ub:其Ub增加,焊缝深度及宽度增加,熔深增加远比熔宽增加快。焊接5mm不锈钢时,Ub从22kV增至32kV时,熔深h增加4倍,熔宽增加1倍多。Ub对焊缝成形的影响如图6-24所示。

图6-24 Ub对焊缝成形的影响
(2)焊接电流(电子束电流)Ib:其Ib对焊缝成形影响的程度随材料不同而异。图6-25是焊接不锈钢时的测试结果。Ub为25kV时,Ib从20mA增至50mA,熔深从0.25mm增至4mm,增加了15倍,熔宽也增加了3倍多。
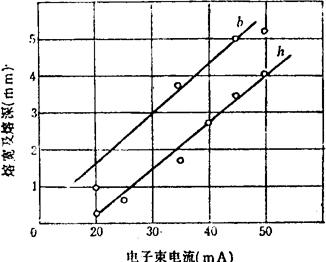
图6-25 电子束流Ib对焊缝成形的影响
(3)电子束功率:电子束功率对焊缝成形的影响与电子束电流的影响类似,如图6-26所示。当功率从400W增至1250W时,焊缝熔深增加了5倍,熔宽增加3倍多。

图6-26 电子束功率对焊缝成形的影响
(4)焊接速度:焊接速度Vb增加,线能量减小,焊缝熔深、熔宽均减小。图6-27是焊接不锈钢时的测量结果。

图6-27 焊速Vb对焊缝成形的影响
(5)电子束焦点直径:其他参数固定时,焦点直径取决于阴极与聚焦透镜套筒之间的距离a。a增大,焦点直径减小,熔宽减小,熔深变化不大。因此可以在保持熔深基本不变的情况下,在较大范围内调节熔宽。图6-28是焦点直径对焊缝成形的影响趋势。

6-28 焦点直径对焊缝成形的影响
以上规律对于较低的加速电压比较明显。为了进一步测试高压电子束焊接时Ib、Vb对焊缝成形的影响规律,在1kW高压电子束焊机上,对6.3mm真空熔炼锆合金-2号进行焊接实验。实验结果表明:①高电压时,焊接速度不变,提高Ib、Ub均使熔深h增加。②当Ub一定时,存在一电流Ib的临界值。即在此电流值时,获得最大熔深,并且耗能最小。Ib临界值数值与使用的Ub有关,Ub提高,Ib临界值增大,反之亦然。③焊接速度Vb、焊接电流Ib均固定时,提高加速电压Ub,使h/b增大。
2.工艺参数的选择
(1)利用线能量与焊件厚度的关系图6-29,根据不同材料的厚度,查出所需的线能量数值。选定一个焊接速度,在图的左下方查出一个所需功率。根据焊机情况选定一个加速电压。根据功率等于Ub·Ib关系确定Ib。用上述方法确定了Ib、Ub、Vb大致范围之后,通过实验调节,最终确定具体规范。
线能量q的计算公式为:q=60UbIb/Vb(J/cm),式中Ub、Ib、Vb分别为加速电压V,电子束电流(A),焊接速度(cm/min)。

图6-29 线能量与材料厚度的关系
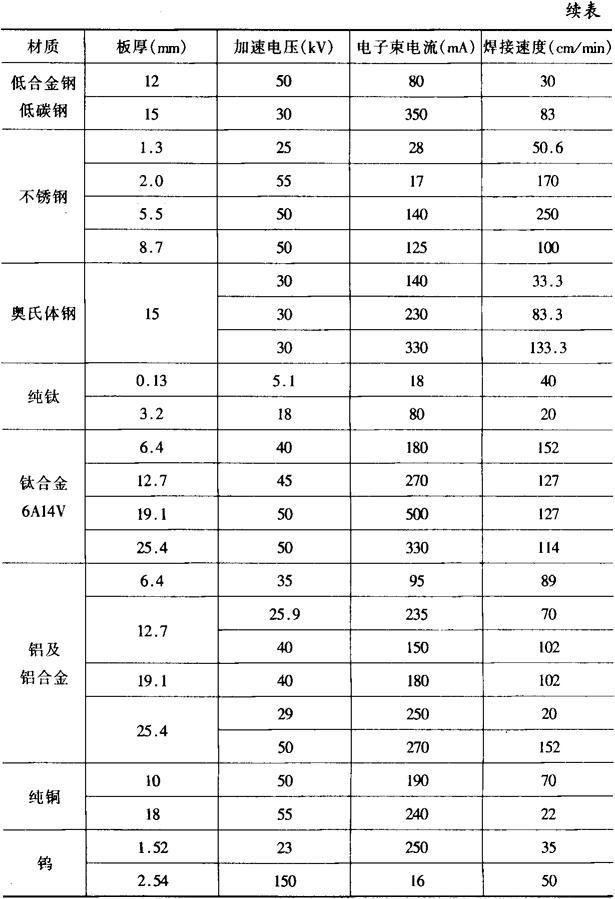
(2)查表法:根据材料种类和厚度在表6-13中选择一近似规范,在此基础上进行调试,确定使用的具体规范。
表6-13 常用材料电子束焊规范参数