连续激光焊
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第313页(1617字)
由于CO2激光器有结构简单、输出功率大、能量转换效率高等优点,特别适宜于焊接,因此,CO2激光焊得到了较快的发展,成为连续激光焊最主要的方法。
1.CO2连续激光焊的接头形式及装配要求
连续激光焊接头形式与装配要求如图6-50、图6-51所示。

图6-50 连续激光焊接头形式

图6-51 连续激光焊接头装配要求
2.连续激光焊参数及其影响因素
(1)激光功率的影响:激光功率p(W)增加,熔深h增加,增加的规律为h正比于pk。pk中k为常数,随实验条件不同取0.7~1.0之间的不同值。图6-52是沸腾钢激光焊时功率对熔深的影响结果。
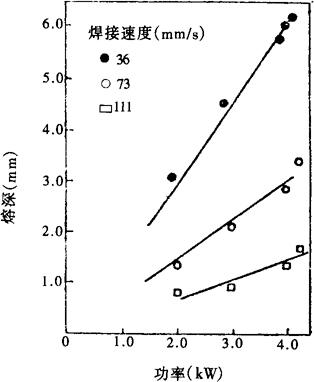
图6-52 沸腾钢CO2激光焊功率与熔深的关系
(2)焊接速度的影响:功率一定时,焊接速度增加,熔深减小,由图6-53可见,高速段比低速段的熔深减小率要小。这说明高速焊接更能发挥激光焊的优势。

图6-53 焊接速度对熔深的影响
(3)光斑直径和离焦量的影响:光斑直径d,直接影响激光斑点的能量密度。为形成连续小孔焊,斑点能量密度必须大于106W/cm2。
离焦量即工件表面与焦点的距离。若焦点落在工件外部,称正离焦量;若焦点落在工件内部,称负离焦量。为使用方便,离焦量±ΔF用与焦距F的相对值ΔF/F表示。ΔF/F对焊缝的熔深、熔宽、横断面面积的影响如图6-54所示。由图可见,在|ΔF|很大时熔深很小。这表示未形成小孔。当|ΔF|变到某值后熔深突然增加,这表示此时形成了小孔焊。

图6-54 离焦量对焊缝几何参数的影响
(4)保护气体的影响:保护气体除对焊缝金属起保护作用外,还有抑制“等离子云”的作用。“等离子云”是金属蒸气和保护气体在强电场作用下电离形成的。“等离子云”覆盖在焊缝上,大量吸收激光能量,使焊缝熔深减小,出现“图钉”形焊缝,并破坏焊接过程的稳定性。保护气电离势低,形成的等离子云多,焊缝熔深减小严重;电离势高形成的等离子云少,焊缝熔深减小较少。不同种类保护气对焊缝熔深的影响如图6-55b所示。保护气流有吹散“等离子云”的作用。故保护气流量增大,等离子云的影响减弱,焊缝熔深增加,其规律如图6-55a所示。

图6-55 保护气体对熔深的影响
(a)气体流量的影响 (b)气体种类的影响 (c)混合气体的影响 (d)混合气体对不同材料的影响
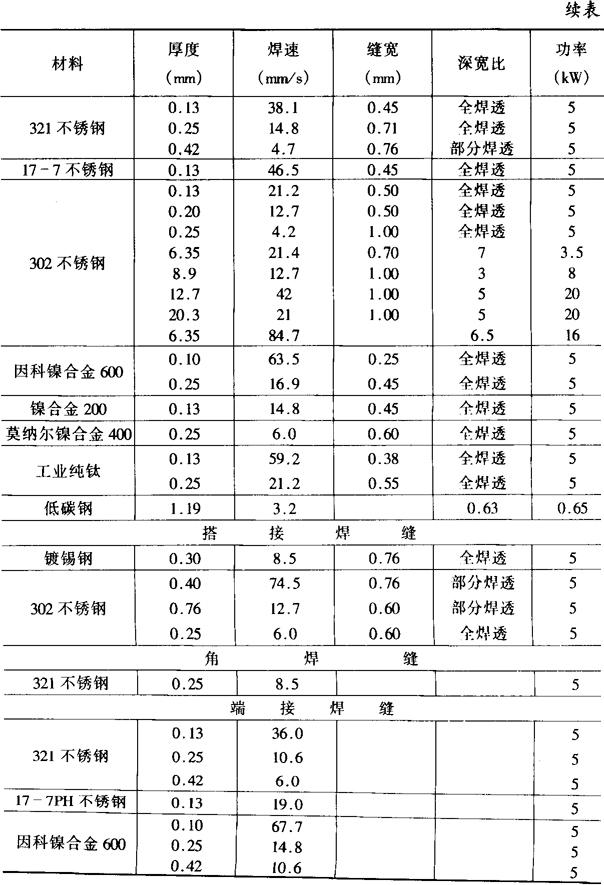
3.CO2连续激光焊参考规范
表6-15 不同材料CO2连续激光焊参考规范


4.连续激光焊的应用
表6-16 连续激光焊的主要应用

注:A改善操作性,B提高生产率,C改善可靠性,D减小和减轻部件,E提高精度。