钨、钼、钽、铌、锆及其合金
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第615页(3013字)
1.焊接特点
除钽、锆外,存在着随温度降低而产生的从延性到脆性的转变。接头的脆性转变温度一般高于母材。焊缝脆性转变温度及脆性程度又与熔池中气体杂质的侵入和焊接热过程的影响有关。
(1)此类金属的化学活性很高,高温时极易吸收气体和其他杂质,焊后冷却时氧化物、氮化物、碳化物会析出,使焊缝及热影响区强化,但塑性下降。为此,焊接和焊后退火过程中均要求严格防止污染(多数是在高真空或超高纯度惰性气氛保护的条件下进行)。此外,焊前须经化学清洗。
(2)对焊接热过程敏感(锆除外)。为此应尽量采用钨极脉冲氩弧焊或高能量密度的高压电子束焊或储能焊等焊接方法。
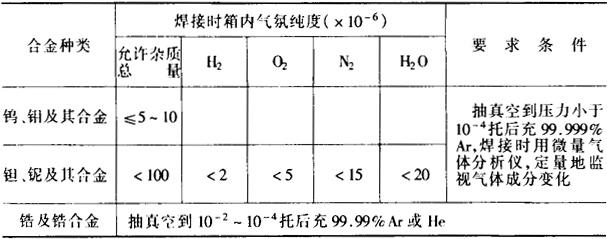
(3)要控制母材中气体杂质的含量。能获得良好可焊性的气体杂质含量范围见表10-91。
表10-91 可焊性对母材气体杂质含量的要求(10-6)

2.焊接方法的选择(表10-92)
表10-92 钨、钼、钽、铌、锆及其合金采用不同焊接方法时的可焊性
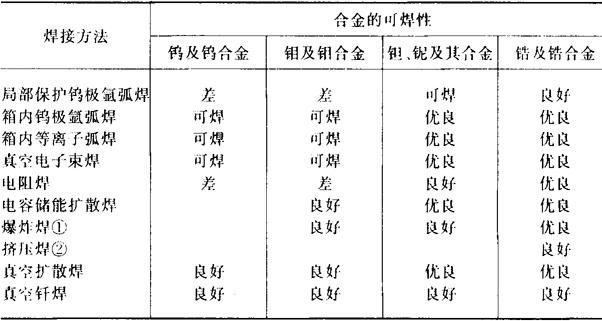
注:①制作复合材料的方法。
②用于异种材料的焊接。
3.熔化焊
(1)可焊性分类见表10-93。
表10-93 可焊性分类

(2)母材应是退火状态,焊前需严格去净油污,然后进行酸洗。酸洗液成分见表10-94。
表10-94 酸洗液成分

注:钼及钼合金酸洗后放入1000ml水中加入12g铬酸、3ml/H2SO4的溶液中浸泡后再用水冲洗。
(3)箱内钨极弧焊时对箱内的气氛纯度要求见表10-95。焊接工业纯烧结钼薄板(0.3mm)时,箱内充Ar+5%H2混合气,焊接接头可获得较好的室温塑性。
表10-95 箱内钨极弧焊时对保护气氛的纯度要求
(4)箱内钨极氩弧焊工艺参数举例
1)Mo-0.5Ti合金板厚1mm,Ⅰ型接头,不用垫板在充氩箱内用Φ3.2mm钍钨极,焊接电流150A(直流正接),电压17V,焊前须预热约650℃,焊时采用填充焊丝,焊丝牌号同母材;用垫板可不用填充焊丝,Φ2.4mm钍钨极,225A(直流正接),电压16V。
2)Nb-1Zr合金0.15mm端接,在充氩箱内用Φ0.5mm纯钨极,电流20~25A(直流正接),电压8V,焊速6.5m/h。
(5)真空电子束焊:钨最难焊。如能使焊缝处于受压缩状态,焊接及焊后冷却时不受拘束力,则效果较好。否则易裂。焊前应预热500~700℃,焊后应经980~1040℃消除应力。如采用脉冲电子束或摆动电子束(频率60Hz,摆幅2.5mm)可减小晶粒长大。
钼抗热应力裂纹稍好于钨。焊板厚1.2~2.5mm的Mo-0.5Ti的典型工艺参数为:预热320℃;135kV;焊速40.5m/h;电子束摆动频率60Hz,摆幅0.12mm。深宽比为4,热影响区的深宽比为2.2。
锆比钨、钼易焊,但锆合金焊后接头强度稍降(强度系数约75%)。
钽可焊性好,但由于导热系数大,焊接厚度大于1.6mm时,须迅速加热焊接,并利用铜冷却块加速冷却以防变形。
(6)熔化焊接头性能:钨、钼及Mo-0.5Ti的箱内钨极弧焊和真空电子束焊(厚板在1mm以上时),接头的脆性转变温度都在室温以上。0.5mm以下的薄板,接头脆性转变温度可接近室温。不能自由变形的钨及其合金焊件要预热到425~530℃以上,才能避免裂纹。
钽、铌及其大部分合金,焊接接头强度接近母材而塑性都有不同程度的降低,接头脆性转变温度通常在室温以下。常用的几种中强度钽、铌合金(1mm)接头最低弯曲脆性转变温度见表10-96。1mmNb-10W-2.5Zr合金接头的机械性能见表10-97。Zr-2合金性能见表10-98。
表10-96 几种钽、铌合金熔焊接头最低弯曲脆性转变温度(℃)

表10-97 Nb-10W-2.5Zr合金接头机械性能
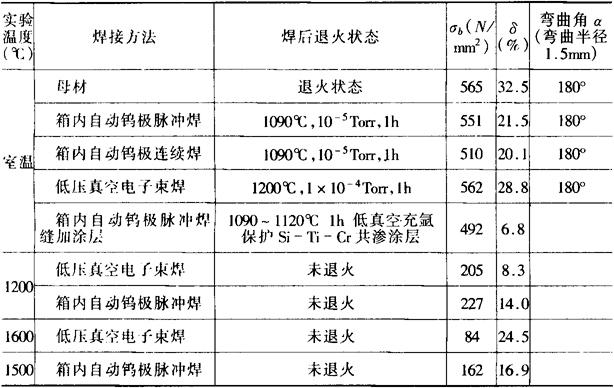
表10-98 Φ73×1mmZr-2合金管熔焊接头性能

熔化焊接头(锆除外)通常需要进行不高于再结晶温度的真空退火处理(真空度1.33×10-5Pa),以消除应力和恢复接头塑性。在1.33×10-2~1.33×10-3Pa的真空中退火时,焊件还需包上清洗洁净的难熔金属箔或炉内放入清洗洁净的锆屑等吸气材料,以防止焊缝污染。
4.电阻焊
钨、钼采用常规的电阻焊,闪光焊都会产生严重的脆性。带保护气氛的电容储能焊可以获得一定塑性的接头。带有抗高温氧化涂层的钼合金薄板,难以采用熔化焊,但电容储能扩散点焊,可获得性能良好的接头。厚度为0.3mm带渗硅层的Mo-0.5Ti板,采用中间垫层(Nb或Ta箔)储能扩散点焊(点径为2.5~3.0mm)接头每点的抗拉剪强度大于800N,1450℃,每点抗拉剪强度平均为150N,焊点表面具有与母材同样的抗高温氧化性能。
钽、铌、锆及其合金的电阻焊、闪光焊,通常在惰性保护气氛中进行焊接,接头性能良好。电容储能焊也可在大气中进行。电极头部材料应采用钨或钼并加强冷却,以防电极与钽、铌表面粘结。带有高温抗氧化涂层的钽、铌合金板,难采用熔化焊,可用电容储能扩散焊进行联接。
5.压力扩散焊
多用于锆合金与不锈钢、钛等异种金属的连接。由于温度条件不同,一般分为热压扩散焊(700~900℃以下)和冷挤压焊(室温)。采用压力扩散焊方法连接的锆合金板以及锆与不锈钢等合金管的接头通常不出现脆性相,接头性能与母材相近。