等离子弧切割设备
书籍:焊接技术手册
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第717页(552字)
1.切割电源
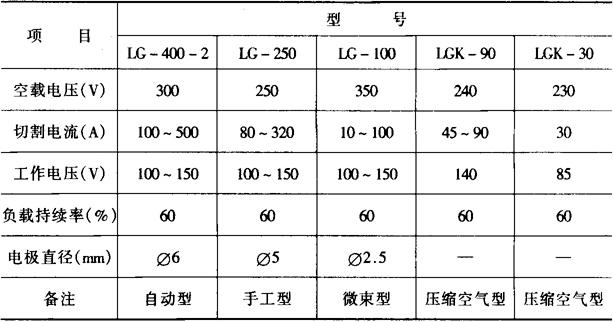
大多数切割都采用转移弧。电源都选用陡降或垂降外特性。与等离子弧焊电源相比,切割电源的空载电压更高。国产切割电源的空载电压都在200V以上,水压缩等离子弧切割电源的空载电压为400V。表12-35列出国产等离子弧切割机的型号及技术数据。
表12-35 等离子弧切割机型号及技术数据
2.割枪
与等离子弧焊枪相比,割枪的喷嘴孔道比要大,孔道直径更小,有利于压缩等离子弧。进气方式最好径向通入,有利于提高割枪喷嘴的使用寿命。由于孔道直径小,割枪要求电极和割嘴同心度高。
3.电极
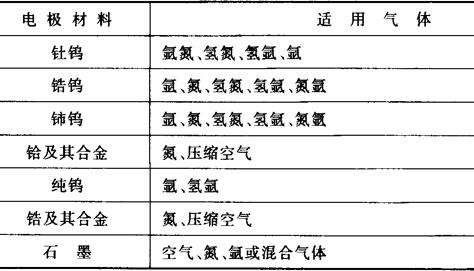
电极材料的选择与等离子弧焊接相同。但是,空气等离子切割时,空气对电极氧化作用大,因此不能选用钨作电极,只能选用铪或锆及其合金作电极。电极形状为镶嵌式,表12-36为电极材料与适用气体的选配。
表12-36 电极材料适用的气体
上一篇:等离子弧切割工艺参数
下一篇:预热时间