美国手工电弧焊用低合金钢焊条标准概述
出处:按学科分类—工业技术 上海科学技术文献出版社《焊接材料选用手册》第84页(2570字)
美国国家标准ANSI/AWS A5.5-1996《手工电弧焊用低合金钢焊条标准》为美国焊接学会在1996年颁布的。此标准规定了对手工电弧用低合金钢焊条的分类要求。焊条中的单个合金元素含量均不超过10.5%。美国标准低合金钢焊条的分类系统遵循AWS填充金属标准中采用的标准模式,其型号同样根据熔敷金属的力学性能、焊接位置、药皮类型、电流种类和化学成分划分。型号中,字母“E”及随后紧跟的数字及第一个短划“-”后的字母所表示的涵义基本同我国国家标准GB/T 5118。但美国低合金钢焊条型号中仅有一个短划“-”,不像GB/T5118中规定的若有附加化学成分要求时,附加化学成分直接用元素表示,并以第二个短划“-”与第一个短划“-”后面的字母分开。
美国低合金钢焊条标准包括分类为E××××-G的填充金属(在GB/T 5118中亦有此型号)。“G”表示填充金属为一般类别,但在某个方面(如化学成分)不同于所有其他类别的填充金属,仍可按标准分类。其目的是让有用的填充金属在现有的标准下能够分类,否则不符合标准,或需等待修改标准。而这样会导致符合标准的两种带有同一“G”的填充金属,在某个方面(如化学成分)可能完全不同。
表2.2-8列出了美国低合金钢焊条药皮类型、焊接位置及焊接电流类型,表2.2-9列出未经稀释焊缝金属的化学成分要求,表2.2-10和表2.2-11为焊缝金属焊态或焊后热处理状态的拉伸试验和夏比V型缺口冲击要求。由于我国GB/T 5118标准基本上等效采用美国AWS A5.5标准,所以大部分低合金钢焊条的型号(类别)是一致的,包括熔敷金属化学成分和力学性能等。但有一些型号是我国标准中所特有的,如E5515-B2-V和E5515-B3-VWB等,另有一些型号(类别)在AWS A5.5标准中有,而GB/T 5118中则尚未列入,如AWS E8015-B6、B8015-B8和B9015-B9等,两种标准的对照可参阅表2.2-14国内外低合金钢电焊条型号对照表。
表2.2-8 美国低合金钢焊条药皮类型、焊接位置及焊接电流类型(ANSI/AWS A5.5-1996)
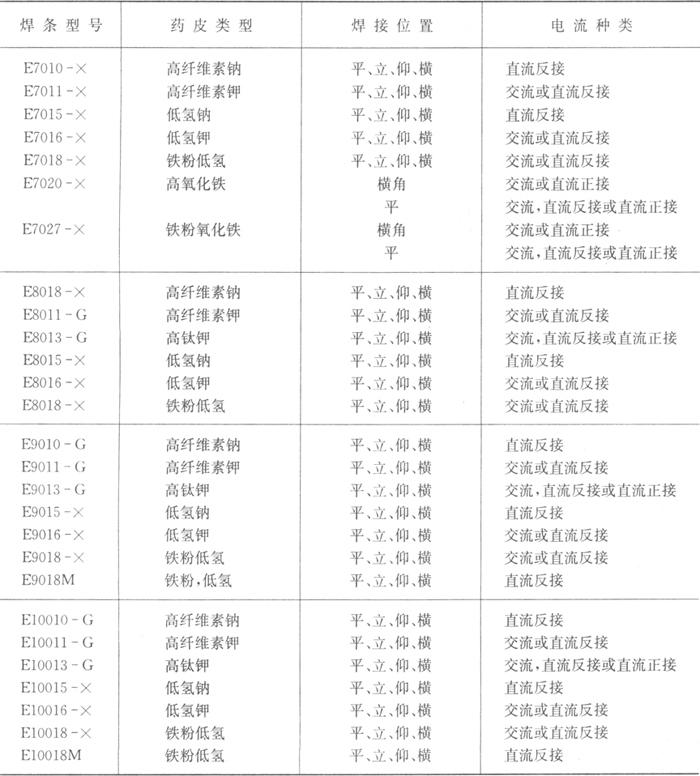

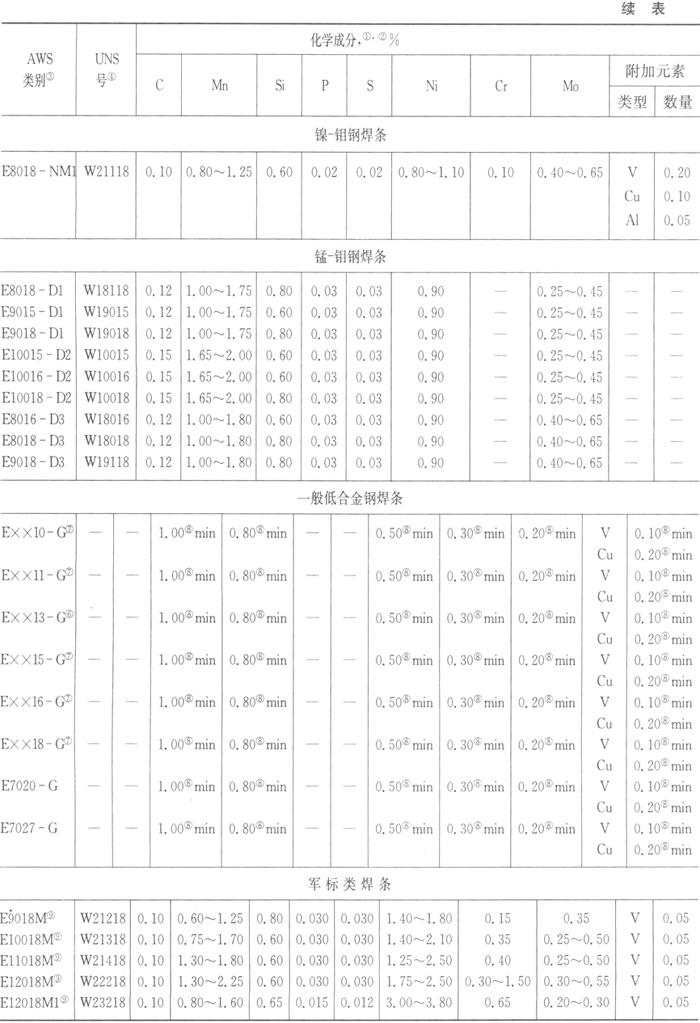
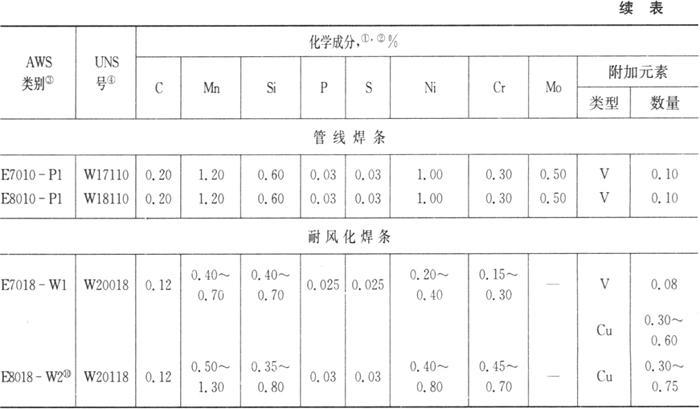
表2.2-9 未经稀释焊缝金属的化学成分要求(ANSI/AWS A5.5-1996)


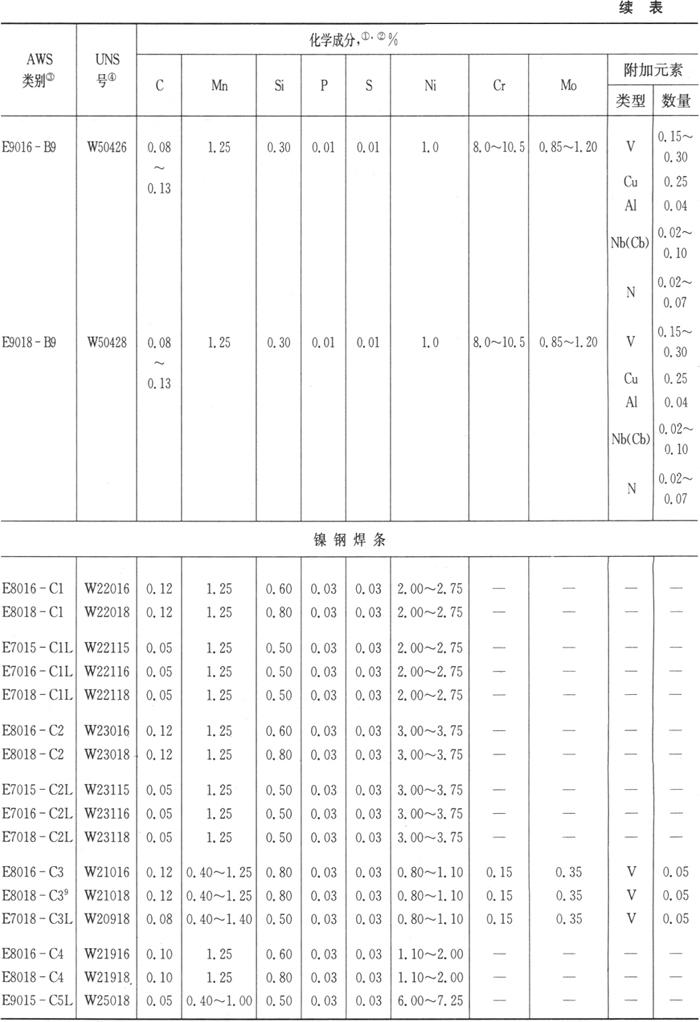
注:①除非另有规定,单值均为最大值。
②应对那些有规定值的元素进行焊缝金属化学分析,列出的无规定值的其他元素,如果是故意加入的,应报道。这些后面的非规定元素和所有其他非故意加入的元素总和,应不超过0.5%。
③后缀Al,B3,C3等表示焊条类别的化学成分。
④金属和合金的SAE/ASTM的统一编号系统。
⑤E8015-B6和E8015-B6L焊条在AWS A5.4-81《耐蚀铬和铬镍钢药皮焊条标准》中原先分类为E502-15焊条。E8016-86和E8016-B6L在A5.4-81中原先分类为E502-16。E8018-B6和E8018-B6L在AWS A5.4-81中原先没有分类,但在E502成分范围内生产,带有本标准的E××18药皮。同样,E80××-B7(L)类别在A5.4-81中原先分类为E7Cr-××,E80××-B8(L)类别在A5,4-81中原先分类为E505-××。
⑥对本表中的E××13-G,用于类别代号中的“××”代表焊缝金属的不同抗拉强度水平(80,90,100,110和120ksi)。
⑦对本表中除E××13-G外的所有焊条,用于类别代号的“××”代表焊条的不同抗拉强度水平(70,80,90,100,110和120ksi)。
⑧为了满足G组的合金要求,未经稀释的焊缝金属应至少有列于本表的一个元素的最低值,附加化学成分要求可在供需双方之间商定。
⑨这些类别力求与MIL-E-22200/MIL-E-22200/10覆盖的焊条类型相类似。
⑩在AWS A5.5-81中,E7018-W1代号为E7018-W,E8018-W1代号为E8018-W。
表2.2-10 焊缝金属的拉伸试验要求(ANSI/AWS A5.5-1996)
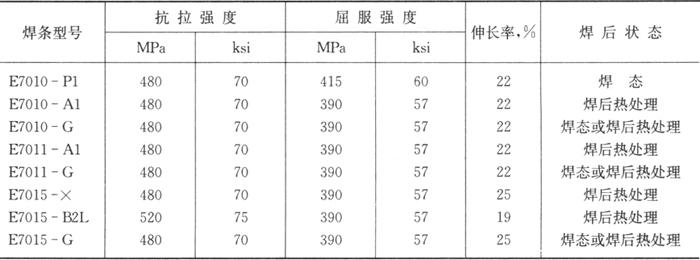
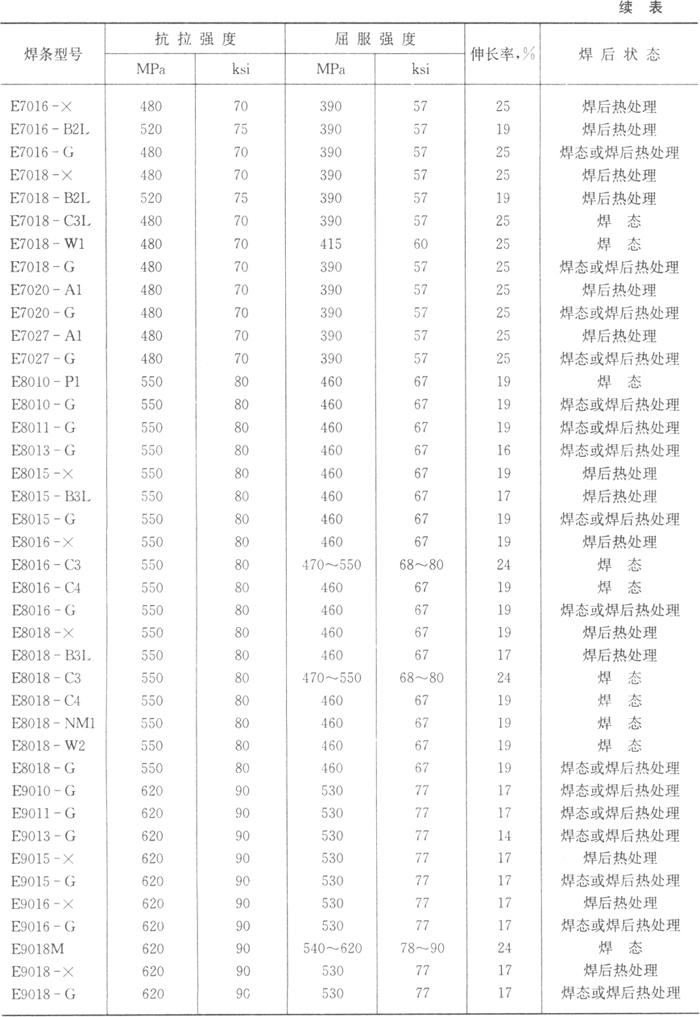
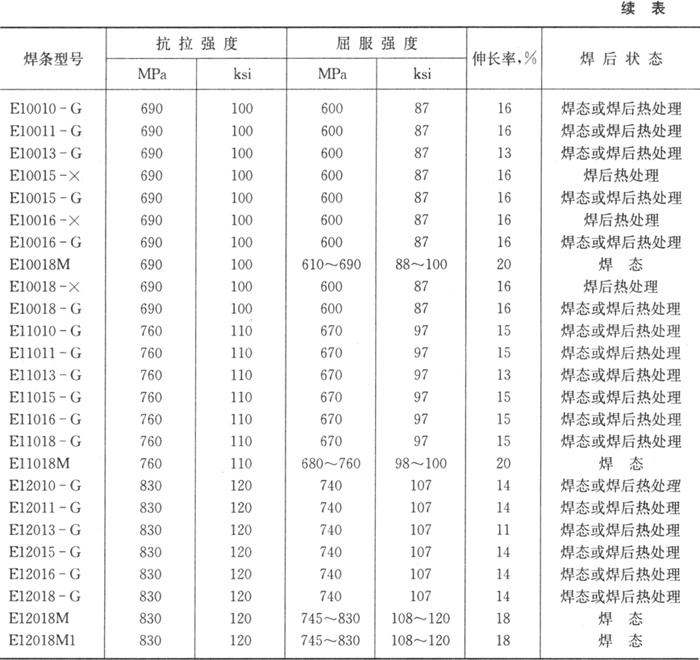
注:除另有规定外,单值为最小值。
表2.2-11 焊缝金属的冲击试验要求(ANSI/AWS A5.5-1996)
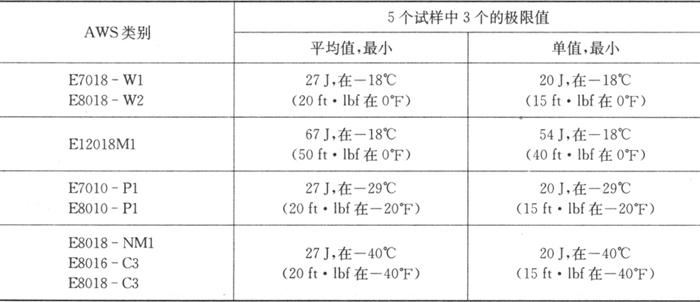
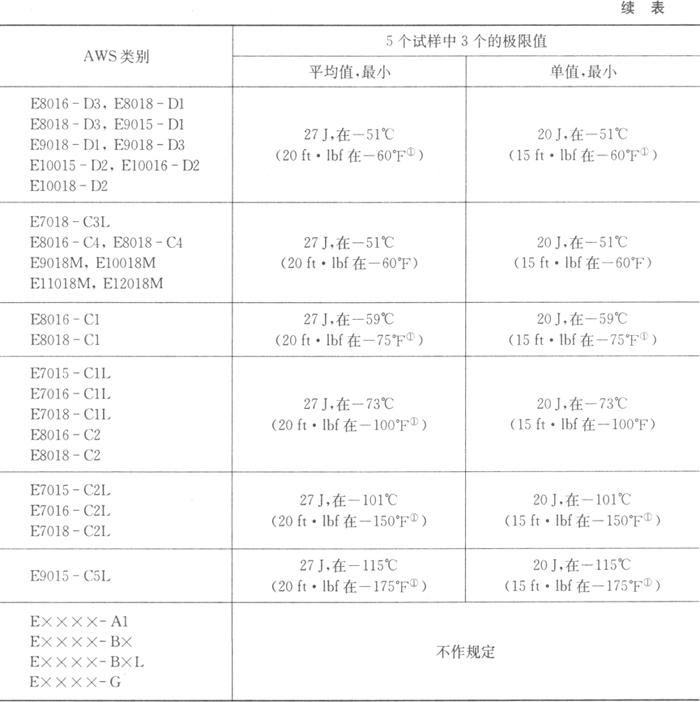
注:①这些类别在焊后热处理状态下试验。对所有其他类别的试样不应进行热处理。
焊条焊接时的预热、层间温度及焊后热处理温度基本上同GB/T 5118的要求.但B6、B8和B9的预热温度和层间温度分别为177~232℃、205~260℃和232~288℃,焊后热处理温度均为(740±14)℃。