美国低合金钢药芯焊丝标准概述
出处:按学科分类—工业技术 上海科学技术文献出版社《焊接材料选用手册》第117页(3175字)
美国低合金钢药芯焊丝最新标准为ANSI/AWS A5.29-1998《弧焊用低合金钢药芯焊丝标准》。此标准规定了弧焊用低合金钢药芯焊丝(FCAW)的分类要求。按此标准分类的焊丝,用于FCAW,也可以采用外部保护气体。
低合金钢药芯焊丝的分类体系如下:
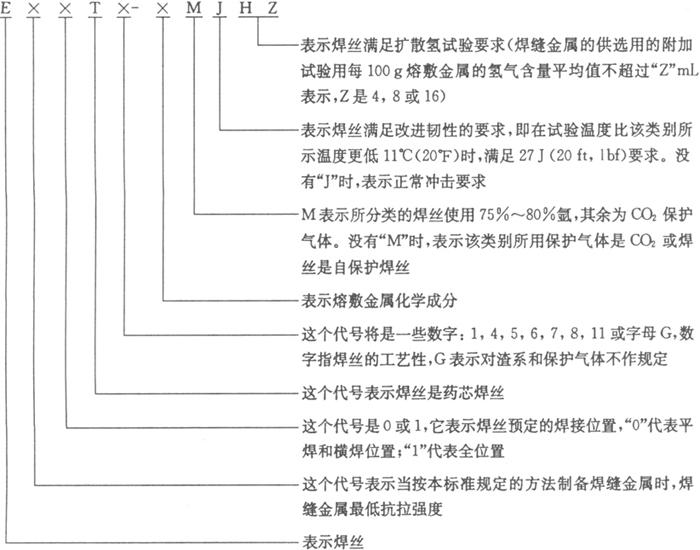
美国ANSI/AWS A5.29-1998低合金钢药芯焊丝化学成分见表2.4-6;焊缝金属的力学性能见表2.4-7和表2.4-8;焊丝的某些工艺特性(包括焊接位置、保护气体及电流极性)见表2.4-9。
表2.4-6 美国低合金钢药芯焊丝未稀释焊缝金属化学成分(ANSI/AWS A5.29-1998)



注:①仅对自保护焊丝。
②为了满足G组的合金成分要求,未稀释焊缝金属对本表所列至少一种元素应有最低值,保护气体、渣系和力学性能规定用数字代替“×”。
表2.4-7 美国低合金钢药芯焊丝焊缝金属拉伸试验要求(ANSI/AWS A5.29-1998)

表2.4-8 美国低合金钢药芯焊丝焊缝金属冲击试验要求(ANSI/AWS A5.29-1998)



注:①AW=焊态,PWHT=焊后热处理。
②带可选择的附加冲击代号“J”的焊丝应在低于上面所指温度11℃(20℉)试验温度下满足27J(20ft·lbf)要求。例如,E81T1-Ni1MJ要满足-40℃(-40℉)温度下27J(20ft·lbf)的要求。
表2.4-9 美国低合金钢药芯焊丝焊接位置、保护气体及电流极性(ANSI/AWS A5.29-1998)

注:①使用外部气体保护焊丝焊得焊缝金属的性能(E××1-×,E××T1-×M,E××T5-×和E××T5-×M)使用不同的保护气体所得的焊缝金属性能有所不同。用特定保护气体分类的焊丝,在没有首先取得焊丝制造厂的咨询意见时,不宜采用其他保护气体。
AWS A5.29标准包括了各种不同类别的药芯焊丝。每一类中的后缀(1,4,5,6,7,8,11或G)表示含有相似药粉或芯料成分和有相似工艺特性焊丝的选用组别。除“G”类外,它们的工艺特性在相似类别焊丝间可以不同。
1.E××T1-×和E××T1-×M类 E××T1-×类的焊丝一般用CO2作保护气体,但也可用其他混合气体(Ar-CO2)类改善工艺性。增加Ar-CO2混合气体中氩气的含量,会增加焊缝金属中锰和硅以及其他合金元素例如铬的含量。锰、硅或其他合金元素的增加将会提高屈服强度和抗拉强度,并可能影响冲击性能。
E××T1-×M类的焊丝是用75%~80%氩气,其余为CO2作保护气体。若减少Ar-CO2混合气体中的氩气或采用CO2保护气体,可能会造成电弧特性和各种位置焊接特性的某些变化。另外,焊缝金属中锰、硅和某些其他合金元素含量的降低,会降低屈服强度和抗拉强度,并可能影响冲击性能。
E××T1-×和E××T1-×M两种焊丝适用于直流,焊丝接正极的单道和多道焊,通常直径大于2.0mm的焊丝适用于平焊位置和水平位置角焊缝的焊接,而细丝(≤Φ1.6mm)焊丝适用于全位置的焊接。E××T1-×和E××T1-×M焊丝的特点是射流过渡、低飞溅,焊道外表为平或微凸外形和中等量的焊渣,但可以完全覆盖焊道。这一类的焊丝有金红石基焊渣和较高的熔敷率。
2.E××T4类 本类焊丝是自保护焊丝,适用于直流反接性,属熔滴型过渡。它适合于平焊位置和横焊位置的单道焊或多道焊,尤其可用来焊接装配不良的接头。其特点是具有很高的熔敷效率。渣系具有强脱硫能力,焊缝金属具有很好的抗裂性能。
3.E××T5-×和E××T5-×M类 E××T5-×类焊丝适用于CO2保护气体,但是与E××T1-×类一样,为减少飞溅可以采用Ar-CO2混合气体。在Ar-CO2混合气体中增加氩气的百分比数量会增加锰和硅以及其他合金元素的含量,它将增加焊缝的屈服强度和抗拉强度并可能影响冲击性能。
E××T5-×M类焊丝适用于75%~80%氩气,其余为CO2气体的混合气体保护焊。如果减少混合气体中氩气的百分比数量或采用纯CO2保护气体,会造成电弧特性的变坏、飞溅增加和焊缝金属中锰、硅和其他合金元素的降低。由于锰、硅或其他合金元素的减少会降低焊缝金属的屈服强度和抗拉强度并影响冲击性能。
T5类焊丝适用于单道焊或多道焊,大直径(≥Φ2.0mm)焊丝可用于平焊位置和横向角焊缝,小直径(≥Φ1.6mm)焊丝可用于全位置,焊接时采用直流反极性。此焊丝的特点在于熔滴过渡、微凸焊道外形和可能没有完全覆盖焊道的薄渣。这类焊丝具有氧化钙-氟化物渣系。采用此类焊丝所得焊缝熔敷金属比用金红石渣系所焊焊缝具有更好的冲击性能和抗热裂纹、冷裂纹的能力。
4.E××T6-×类 这一类的焊丝是自保护焊丝,焊接时采用直流反极性,属射流过渡。此类焊丝具有良好的低温冲击性能、焊缝根部有理想的熔深以及优越的脱渣性,即使在深坡口中焊接其脱渣性能同样良好。此类焊丝适用于平焊和横焊位置的单道焊或多道焊。
5.E××T7-×类 这一类的焊丝是自保护焊丝,焊接时采用直流正极性,具有从小熔滴到射流型过渡特点,在横焊和平焊位置时可采用较大规格的焊丝以达到较高的熔敷率,而在全位置焊时宜采用较小规格的焊丝。此类焊丝可用于单道焊和多道焊,且所获焊缝金属含硫量较低,另外此类焊丝具有良好的抗热裂纹能力。
6.E××T8-×类 这一类的焊丝是自保护焊丝,焊接时可采用直流正极性,具有小熔滴或射流型过渡特性。这类焊丝适用于全位置的单道和多道焊接,焊缝金属具有很好的低温缺口性能和抗裂性。渣系具有强脱硫能力。
7.E××T11-×类 这一类的焊丝是自保护焊丝,焊接时可采用直流正极性,具有平稳的射流型过渡特点。这类焊丝适用于全位置的单道和多道焊接。
8.E××T×-G,E××TG-×和E××TG-G类 这些类不同于以上所介绍的各类焊丝,在标准中仅规定了力学性能。类别代号中的“G”表示没有规定合金元素的含量、保护气体/渣系或两者,这些均需供需双方之间商定。