我国低合金钢电焊条标准概述
出处:按学科分类—工业技术 上海科学技术文献出版社《焊接材料选用手册》第72页(2673字)
我国国家标准GB/T 5118《低合金钢焊条》是国家质量技术监督局于1995年颁布的,适用于手工电弧焊用低合金钢焊条。
焊条型号根据熔敷金属的力学性能、化学成分、药皮类型、焊接位置及电流种类划分。型号中,字母“E”表示焊条;前二位数字表示熔敷金属抗拉强度的最小值;第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接,“2”表示焊条适用于平焊及平角焊;第三位和第四位数字组合表示焊接电流种类及药皮类型,“10”表示高纤维素钠型药皮及直流反接电流特性,“11”表示高纤维素钾型药皮及直流反接电流特性,“13”表示高钛钾型药皮及交流或直流正、反接电流特性,“15”表示低氢钠型药皮及直流反接电流特性,“16”表示低氢钾型药皮及交流或直流反接电流特性,“18”表示铁粉低氢型药皮及交流或直流反接电流特性,“20”表示高氧化铁型药皮及交流或直流正接电流特性的平焊和平角焊,“27”表示铁粉氧化铁型药皮及交流或直流正接电流特性的平角焊和平焊,此外,对“20”和“27”的平焊也可以采用直流反接电流特性;后缀字母为熔敷金属的化学成分分类代号,并以短划“-”与前面数字分开,若还有附加化学成分时,附加化学成分直接用元素符号表示,并以短划“-”与前面后缀字母分开。对于E50××-×、E55××-×、E60××-×型低氢焊条的熔敷金属化学成分分类后缀字母或附加化学成分后面加字母“R”时,表示耐吸潮焊条。
焊条型号举例如下:
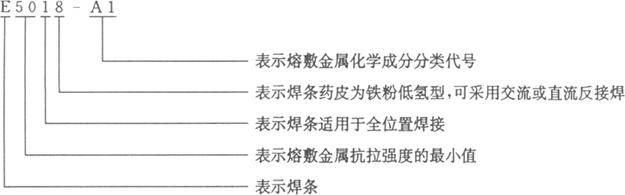
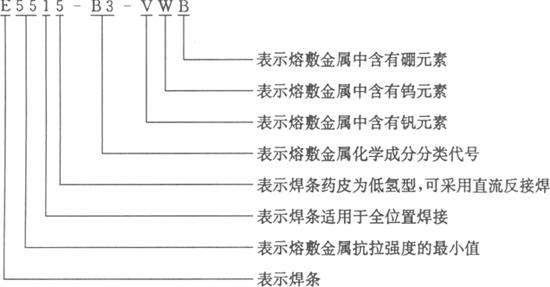
低合金钢焊条药皮类型、焊接位置、焊接电流种类见表2.2-1,熔敷金属的化学成分、力学性能及夏比V型缺口冲击性能分别见表2.2-2、表2.2-3和表2.2-4。
表2.2-1 低合金钢焊条药皮类型、焊接位置及焊接电流种类(GB/T 5118-1995)
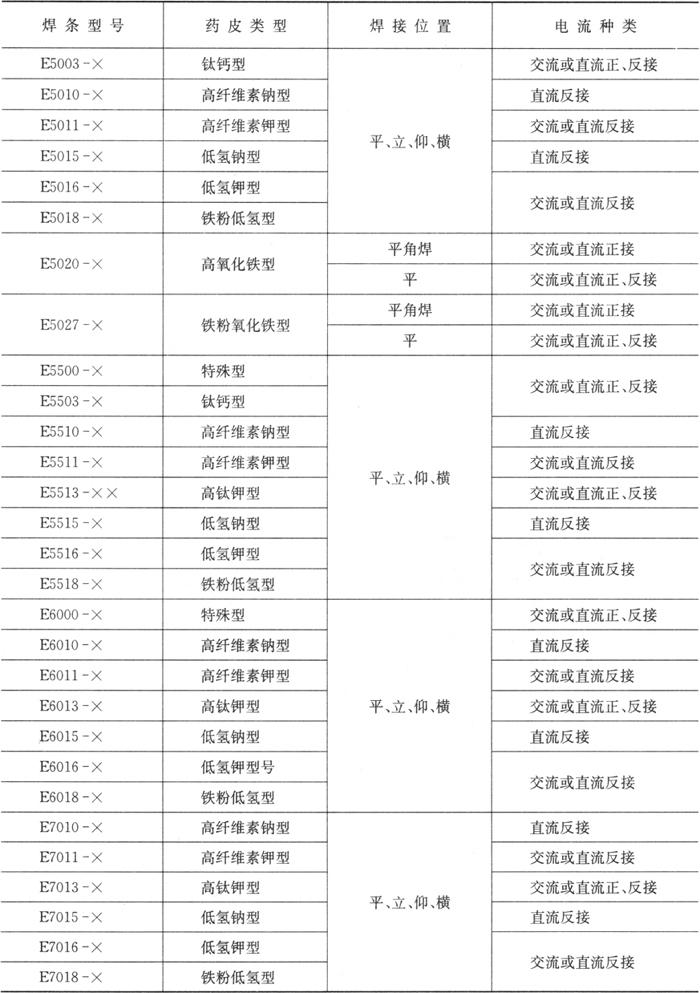
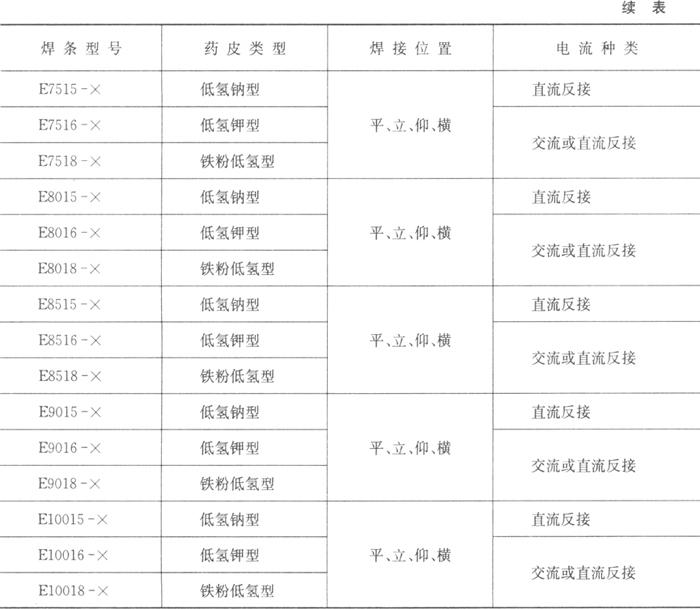
表2.2-2 低合金钢焊条熔敷金属化学成分(GB/T 5118-1995)
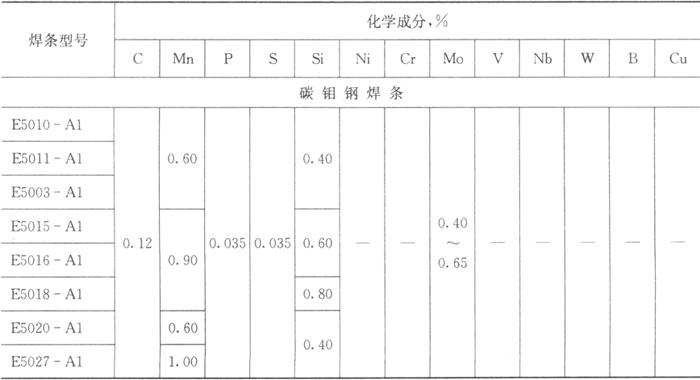
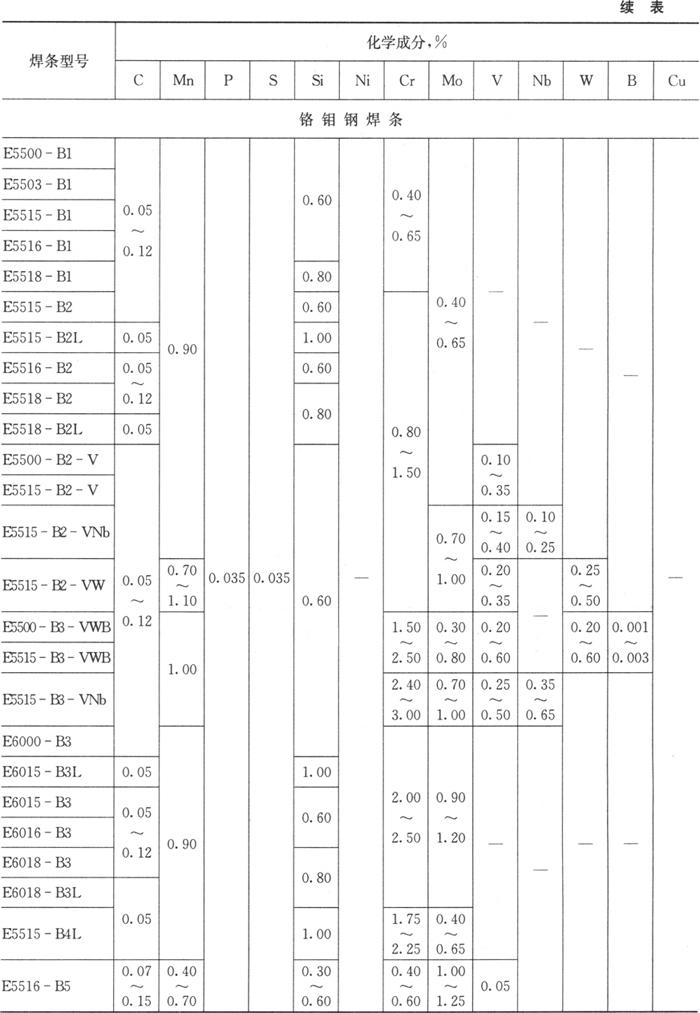
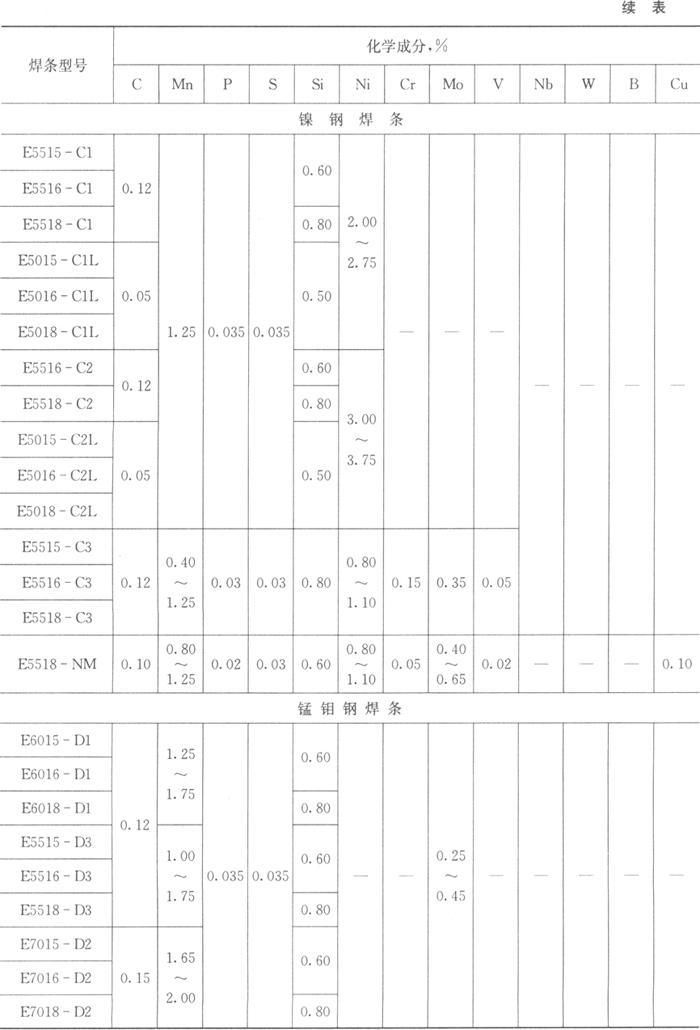
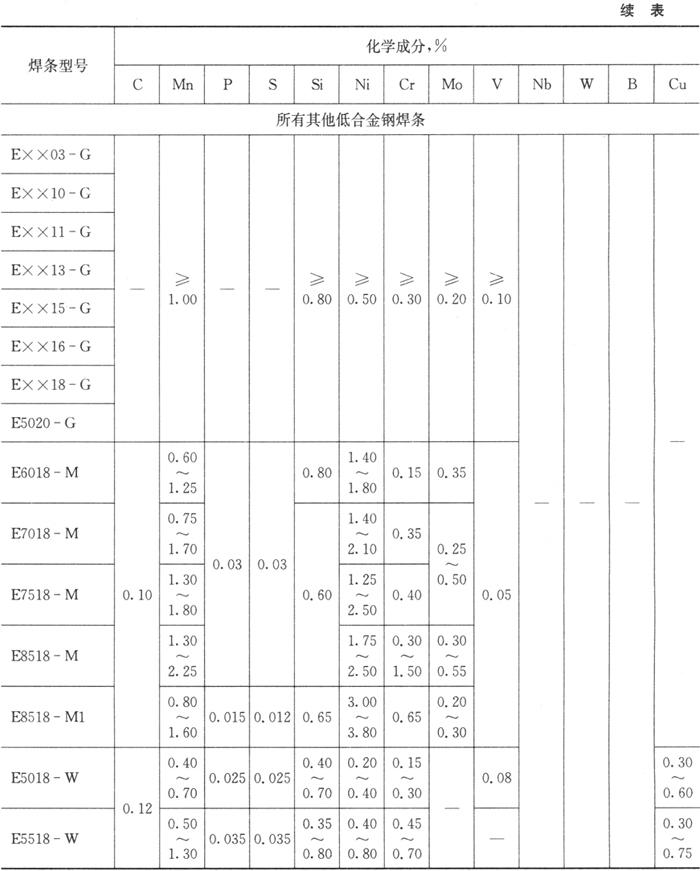
注:①焊条型号中的“××”代表焊条的不同抗拉强度等级(50、55、60、70、75、80、85、90及100)。
②表中单值除特殊规定外,均为最大值。
③E5518-NM型焊条铝不大于0.05%。
④E××××-G型焊条只要1个元素符合表中规定即可,当有-40℃冲击吸收功要求不少于54J时,该型号标志为E××××-E。
表2.2-3 低合金钢焊条熔敷金属力学性能(GB/T 5118-1995)
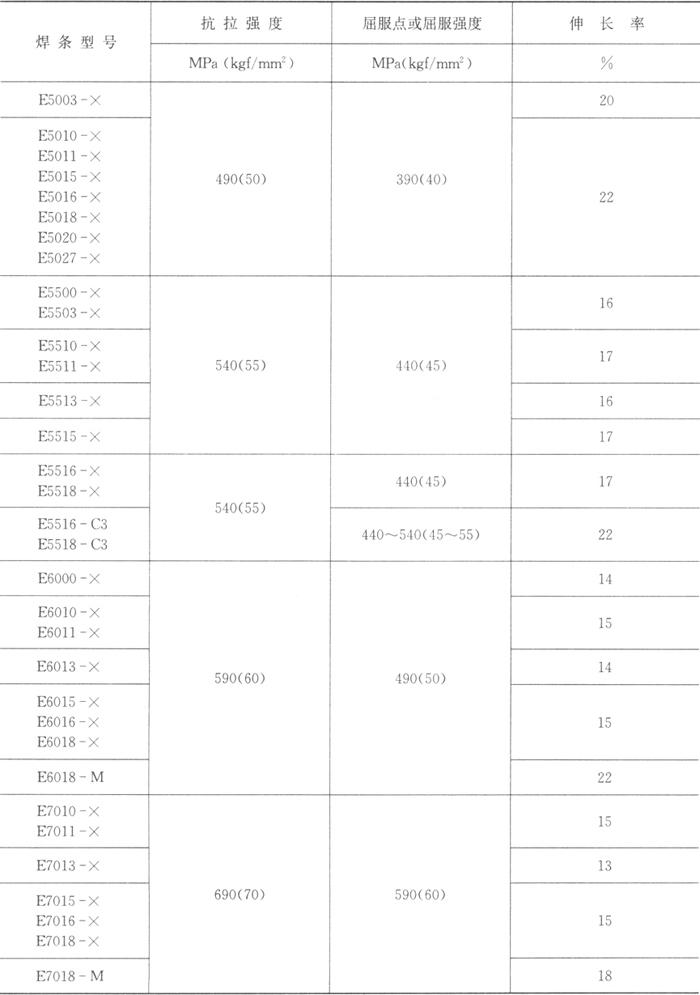
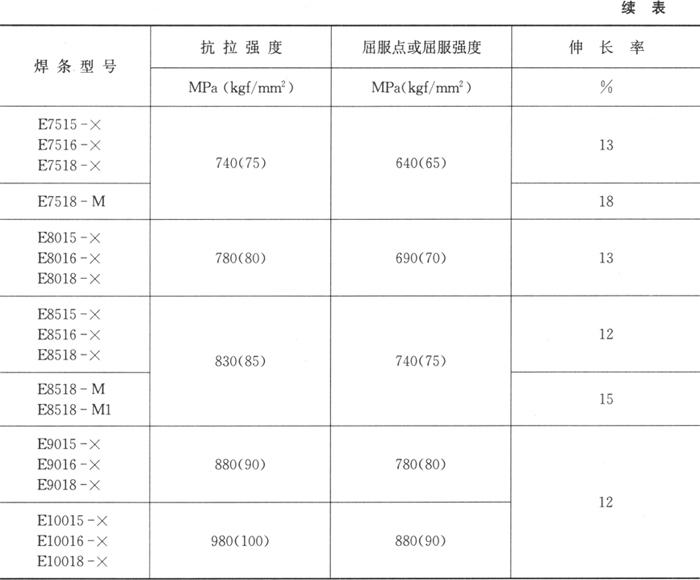
注:①表中的单值均为最小值。
②E50××-×型焊后状态下的屈服强度不小于410MPa。
③E8518-M1型焊条的抗拉强度一般不小于830MPa。如果供需双方达成协议时,也可例外。
④带附加化学成分的焊条型号应符合相应不带附加化学成分的力学性能。
⑤对E55××-B3-VWB型焊条的屈服强度不小于340MPa。
表2.2-4 低合金钢焊条熔敷金属的冲击吸收功要求(GB/T 5118-1995)
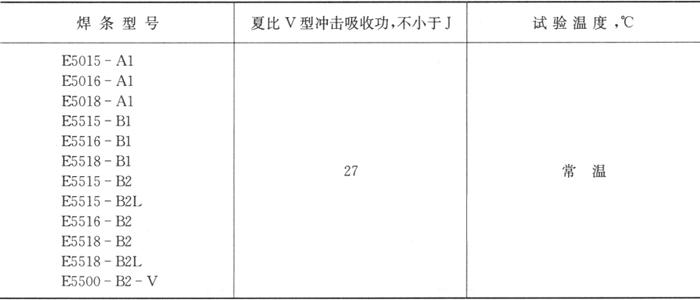
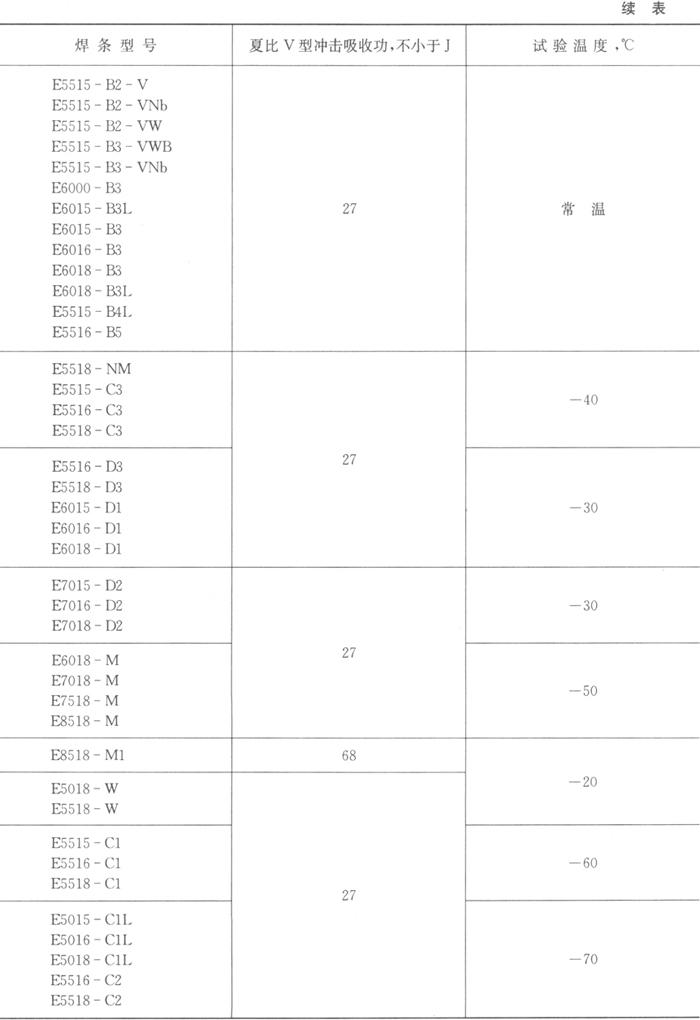
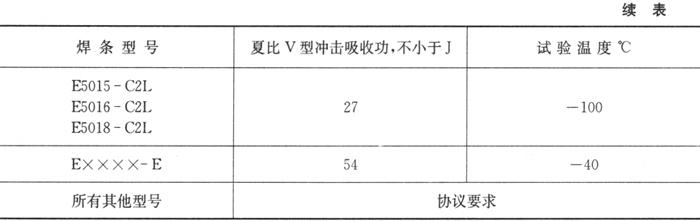
注:E××××-C1、E××××-C1L、E××××-C2及E××××-C2L为消除应力后的冲击吸收功。
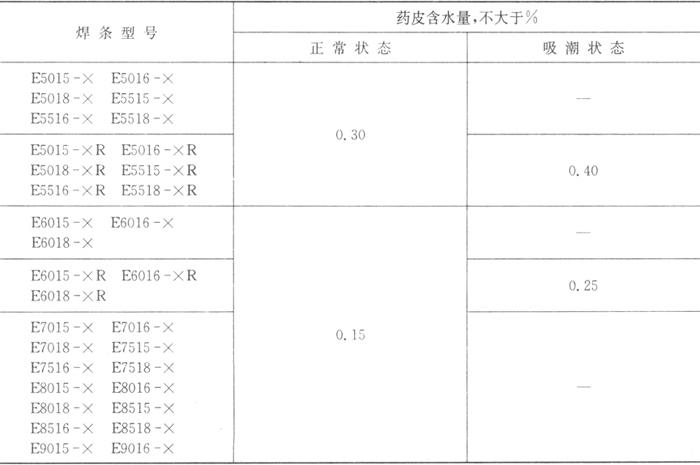
低合金钢焊条在焊接时推荐的预热温度、层间温度和焊后热处理温度见表2.2-5。对低氢焊条来说,药皮中的含水量不应超过表2.2-6中的规定。如果某低氢焊条要称为低吸潮焊条,则应将足够数量的焊条用任意合适的方法,在27℃和相对湿度80%的环境中至少暴露9h。低吸潮、低氢焊条(E××15-×-R、E××16-×-R和E××18-×-R)药皮中的含水量可用任意合适的方法测定,在大气中暴露过的药皮含水量应不超过表2.2-6对代号为“R”焊条和类别所规定的最大含水量。
表2.2-5 预热温度、道间温度及焊后热处理温度(GB/T 5118-1995)
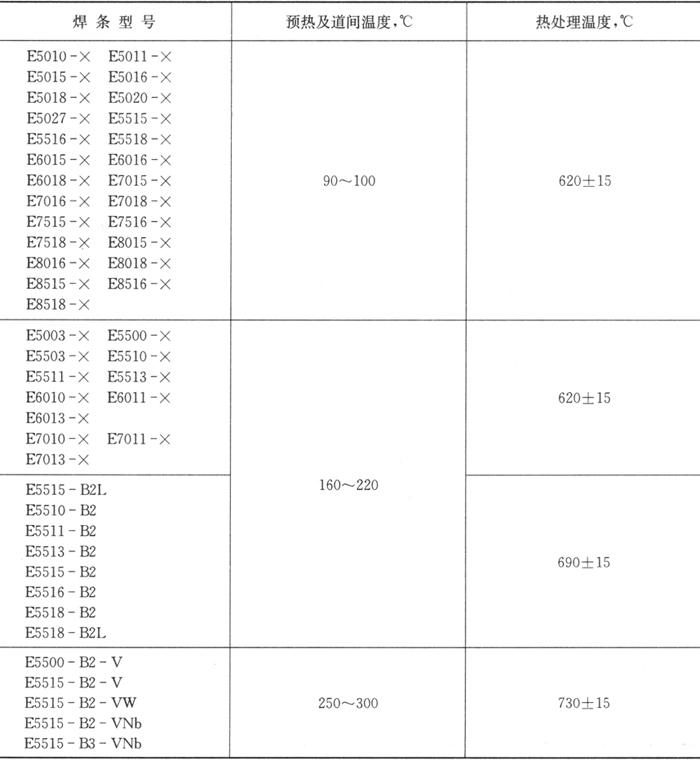
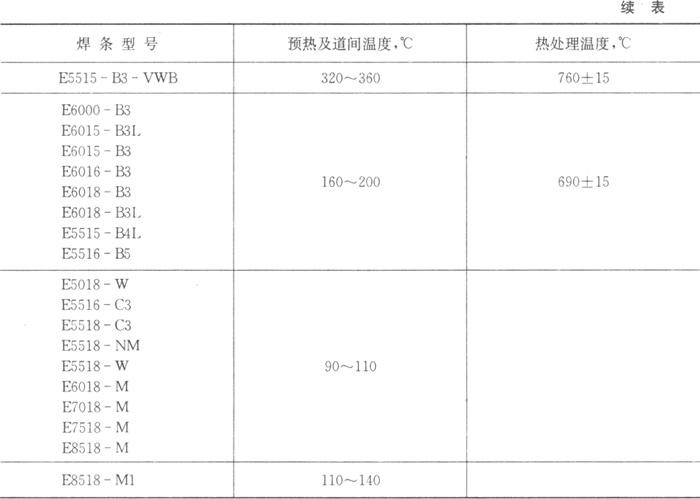
注:本表中的后缀字母“×”代表除B2、B3、B4、B5、C3、M、M1、NM、W以外的所有后缀字母(A1、B1等)。
表2.2-6 焊条药皮含水量(GB/T 5118-1995)
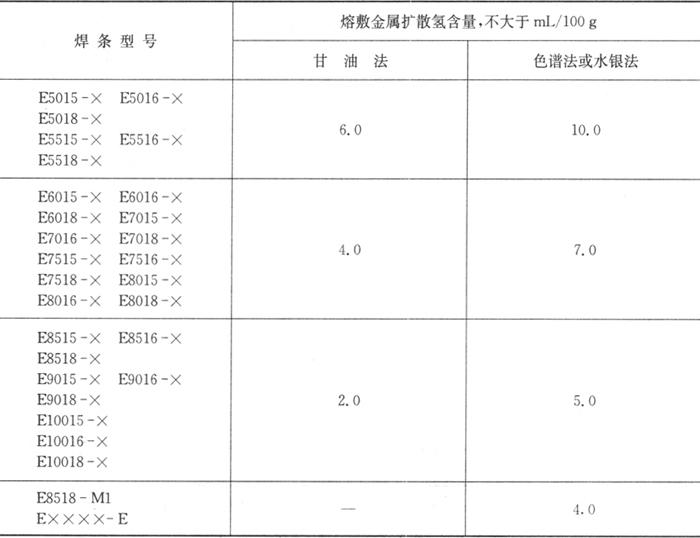
要求用供选用的附加扩散氢代号来表明低氢焊条焊缝金属的扩散氢含量的焊条应进行扩散氢含量的测定试验(可以是供货状态或再烘干状态),根据试验的平均值与表2.2-7的要求值相比较,符合要求时扩散氢代号才可以加到焊条型号中去。
表2.2-7 熔敷金属扩散氢含量(GB/T 5118-1995)
包括供选用的附加代号的焊条型号举例如下,其中HZ根据试验结果可以是H16、H8或H4。
