价值工程在自行车制管公差上的应用
出处:按学科分类—经济 企业管理出版社《现代企业内部会计实用手册》第1237页(2194字)
某自行车厂是生产自行车的专业工厂,已有四十余年历史,现有职工4,500人,年产量由解放前2,000辆,提高到1980年的196万辆,由单一品种发展成五大系列(28英寸、27英寸、26英寸、赛车、摩托两用车)43个品种规格,产品远销欧美等国际市场。由于广泛采用新技术、新工艺、新材料和运用科学的管理方法,使产品品种不断升级换代,提高了产品在国内外市场的竞争能力,先后有两个产品分别获得国家银质奖和局优质奖。积累年年增加,1980年上缴利润和税金已突破一亿元大关,出口比1979年增长50%。
在贯彻调整方针中,自行车生产放在优先地位。1980年在落实全年计划时,面临着提高质量,扩大品种,发展生产,扩大出口的形势。在生产能力平衡上,暴露了场地面积、设备能力、燃烧动力和物资供应(包括木材、进口钢材)等十个矛盾,其中突出的矛盾是制管机的生产能力远远不能适应增产目标。制管机的生产能力不解决,1980年的增产指标就要落空。如果再制造一台制管机,最快也得一年时间,即使有了设备也无场地安装,怎么办?他们发动技术人员和直接操作者,应用价值分析的方法对制管机制管过程作了分析研究,提出了对制管公差进行价值分析的方案。经过试验,把原设备的利用率由64%提高到72%,解决了增产与设备能力的矛盾。
对一种产品进行价值分析,必须综合地考虑它的功能与成本两个方面。能够用最低成本满足用户(或下工序)对功能的要求时,则产品的价值最大,因此,在价值分析中就引入价值V、功能F和成本C三者之间的关系式:

从这特定的价值概念出发,价值分析的目的就是要通过提高产品质量、改进设计、改进工艺方法使价值提高。
他们从上述观点出发,抓住功能分析这个环节,对自行车上应用的20种不同规格的管子进行了功能评价,找到了满足功能的途径。自行车主要部件的车架、前叉、车把、衣架所用的管子,除了保证满足自行车焊接钢管的强度外,还必须符合车架、前叉、车把、衣架等车部件、整车的部颁技术标准。而自行车钢管的外径公差,是以能否满足下工序的组装、钎焊工艺要求为前提的,即是最佳工艺性的公差。而该厂原来对各种不同规格的车钢管所制订的制造公差,一律是ψ40±0.08m/m,大大高于我国冶金部标准ψ40±0.25m/m和日本ψ40±0.2m/m的钢管产品标准。该厂按上述两种标准公差制造的钢管在车架各道工位上试用,结果均能满足下工序的工艺要求。经过试验、评价和对比,发现厂原制订的钢管外径公差±0.08m/m是功能过剩。由于过去厂对制管外径公差提出了不必要的、过高精度要求,使高频焊管机的生产效率大大下降,废品率大大上升,工人师傅称这种公差是三低一高(生产率低、正品率低、产量低、消耗高)的劳民伤财的公差。
在作了综合性的分析后,就集中力量在钢管标准公差上做文章,考虑能否在保证功能F的前提下,降低成本C,提高价值V。最后选择了三种不同的方案,制订了保证功能的工艺流程(见上图)。

从上述工艺流程中的上下工序可以看出,制管公差的选择只要能满足下工序的管子外径与接头的孔径配合,满足组装和钎焊工艺要求,就是工艺性公差。所以,最佳功能是满足下工序的工艺性要求。为此,选择了A、B、C三种不同方案。每种方案试验7,000根管子,在满足下工序工艺要求的基础上作了功能评价(见表1)。
表1 满足下工序的功能评价表
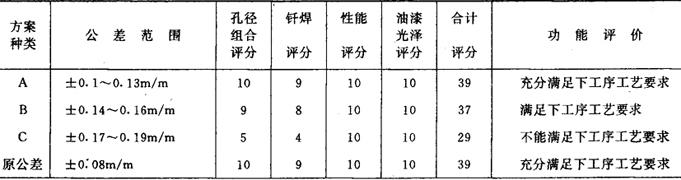
通过三种不同方案的试验和功能评价,最后选择了A方案的±0.13m/m为制管公差。经过了两个月的生产试验结果,组装、钎焊均满足产品性要求。又经过五个月的生产,试验结果产品性能均满足QB76-73的要求。因此将制管公差,由±0.08m/m改为±0.13m/m制造公差。
修改后的经济效果对比如下(见表2):
表2

对比证明,功能不变(表面加工有提高),成本降低,经济效益显着。
价值分析在制管公差上的应用,证明它是一种有效的科学管理方法之一。他们初步体会是:
(1)对技术与经济、质量与成本是统一的这一观点认识有所提高。因而有利于促进工程技术人员重视产品质量并核算成本,有利于经济管理人员消除提高质量要增加成本的顾虑;
(2)发扬技术民主和经济民主,是攻克技术经济难关,挖掘潜力,发展生产的有效途径;
(3)价值分析与QC活动应结合进行,但以在开展TQC基础上进行为好。