机械矫正
出处:按学科分类—工业技术 河南科学技术出版社《钣金技术手册》第157页(3818字)
(一)大幅钢板辊压矫正
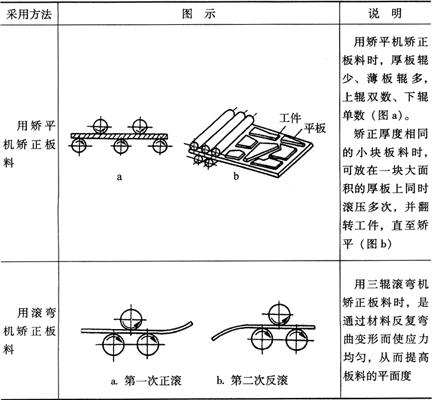
大幅钢板的变形一般在多辊矫平机上矫正。矫平时,钢板愈厚,矫正愈容易;钢板愈薄愈容易变形,矫正愈困难。通常,厚度在3mm以上的钢板,在五辊或七辊矫平机上矫平,厚度在3mm以下的薄钢板,必须在九辊、十一辊或更多辊矫平机上矫平。
1.矫平辊压原理
矫平机的工作部分由上下两列辊轴组成,如图3-2和表3-3所示。通常有5~11个工作轴辊,下列为主动辊,通过轴承和机体连接,由电动机带动旋转,其位置不能调节。上列为从动辊,可通过手动螺杆或电动升降装置作垂直调节,改变上下辊列的距离,以适应不同厚度钢板的矫平。
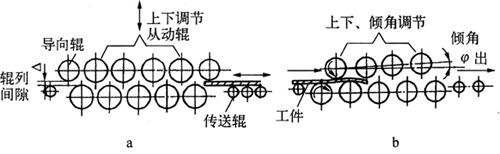
图3-2 钢板多辊矫正原理
a.上下辊列平行矫正机 b.上辊列倾斜矫平机
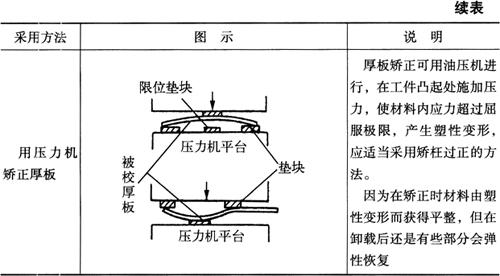
表3-3 常用机械矫正方法
辊压工作时,钢板随着轴辊的转动而啮入,并在上下辊轴间受方向相反力的作用,使钢板产生小曲率半径的交变弯曲。当应力超过材料的屈服极限时,则产生塑性变形,使板材内原长度不相等的纤维,在反复拉伸和压缩中趋于一致,从而达到矫正的目的。
2.辊列平行矫正
矫平时,上下两列轴辊平行排列(图3-2a),上下辊列的间隙略小于被矫正钢板的厚度时,钢板通过后便产生反复弯曲,再通过最后的导向辊得以调平。
上列两端的两个辊轴为导向辊,直径较小,受力不大,不起弯曲作用,只起引导钢板进入矫正辊中的作用,或把钢板导出矫正辊时调平钢板。
导向辊可单独上下调节其所需的高度,以保证钢板的最后弯曲得以调平。通常钢板在矫平机上要反复来回滚动多次才能获得较高的矫正质量。
3.辊列倾斜矫平
图3-2b中,上辊列倾斜矫平时,上下辊列的轴心连线形成很小的夹角,上辊既能作升降调节,还能借转角机构改变倾角的大小,使上下辊列的间隙向出口端逐渐增大。
在矫平过程中,当钢板在辊列间通过时,弯曲曲率逐渐减小;头几对轴辊进行的是钢板的基本弯曲,继续进入时其余各对轴辊对钢板产生拉力,到最后一个辊轴前,钢板在附加拉力作用下变形已趋近于弹性弯曲,钢板获得矫正。因此,这类矫平机依靠后辊轴对钢板产生的附加拉力可提高钢板的矫正效果,不必设置可单独调节的导向辊。这类矫平机多用于薄板的矫正。
对于凹凸变形严重或面积较大的薄板,可以根据变形情况,选择大小和厚度合适(厚度0.5~1.0mm)的低碳钢板条垫在需要更大拉伸的部位,以提高矫平效果。
(二)拼接薄板碾压矫平
薄板拼接后容易产生波浪变形,可用专门的碾压滚轮矫正,如图3-3所示。这种变形是由焊缝的纵向收缩引起的,当薄板结构的焊缝为规则的直焊缝或圆周焊缝时,采用滚轮施加一定压力在焊缝及其两侧并反复碾压,使焊缝及其附近的金属得到延展伸长,从而消除波浪变形。
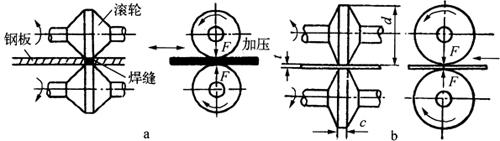
图3-3 碾压矫正拼接板变形
a.碾压焊缝位置b.滚轮参数
碾压力F可近似按下式选定:
式中 σs——被碾压材料的屈服极限;
E——被碾压材料的弹性模量;
d——碾压轮直径;
c——碾压轮的工作宽度;
t——被碾压工件的厚度。
当拼接薄板变形严重或面积较大时,可采用压铁分别放在焊缝两侧(图3-4a),或在焊缝两侧点固角钢(图3-4b),以便提高矫正效果。

图3-4 采用压铁或角钢辅助矫正
a.压铁辅助 b.角钢辅助
(三)厚板及型钢液压矫正
在缺少专用钢板矫正机时,由表3-3可知,厚板或型材的弯曲变形均可在液压机上进行矫正。矫正时,将钢板或型材的凸起面向上放置,并紧压在具有足够刚度的胎夹具(图3-5a)或平台上,使工件在外力作用下产生一个相反方向的塑性变形,与焊接变形相抵消,以达到矫正的目的。
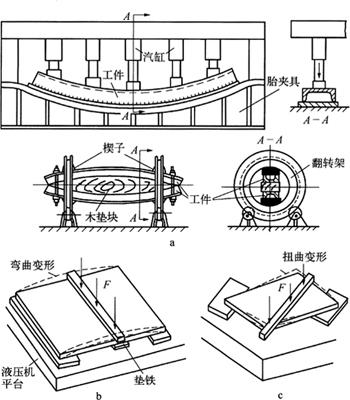
图3-5 厚板及型材液压矫正
a.型材弯曲矫正 b.厚板弯曲矫正 c.厚板扭曲矫正
在施加外力时,钢板应超过平直状态略呈反向变形,使外力去除后钢板回弹而矫直。当工件在平台上的受力点下面空间间隙较大时,除在凹凸两侧用两条相同厚度的扁钢支承工件外(图3-5b),还应在凹凸处板材下面放置垫铁,垫铁厚度应略小于两侧垫板的厚度。
若钢板的变形较复杂时,应先矫正扭曲等变形,后矫正弯曲变形,这时要适当改变垫铁和施加压力的位置,直至矫平为止(图3-5c)。
(四)型钢辊压矫正
各种规格的角钢、槽钢、球扁钢和方钢等各种型钢的变形,可在多辊矫正机上进行矫正。多辊型钢矫正机的上辊列可作上下调节,其辊轮可以根据被矫正型钢的断面形状进行调换。
当选择与型材的圆角处相接触的辊片时,其圆角大小应与型钢的圆角相同,辊片与型材的接触表面必须光滑,不允许有黏着的金属及碰伤存在。
型钢辊压矫正原理和多辊钢板矫正相同,工作时首先根据型材的材质和外形尺寸,调整上下辊片的间距,再选取具有代表性的试料进行反复试压,确认调辊结果可以消除型材缺陷时,最后才进行型钢正常辊压、检查、处理等,依靠型钢通过上下两列辊轮时的交变反复弯曲进行矫正,如图3-6所示。
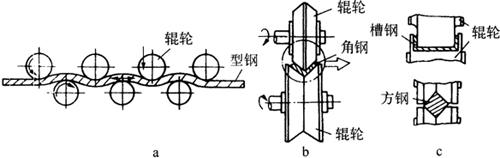
图3-6型钢多辊矫正
a.扁钢及方钢矫正b.角钢矫正c.槽钢矫正
(五)型钢及焊接梁压力矫正
1.压力机矫正
在缺少型钢矫正专用设备的情况下,也可在普通压力机上矫正型钢和焊接梁(图3-7),利用压力机外力矫正槽钢的弯曲和扭曲变形及工字钢的弯曲变形。操作时应根据工件尺寸和变形部位,合理设置工件放置的位置、加压部位、垫铁厚度和垫放的部位,以及是否需要垫铁和方钢、垫铁和方钢的尺寸等,以便提高矫正的质量及速度。
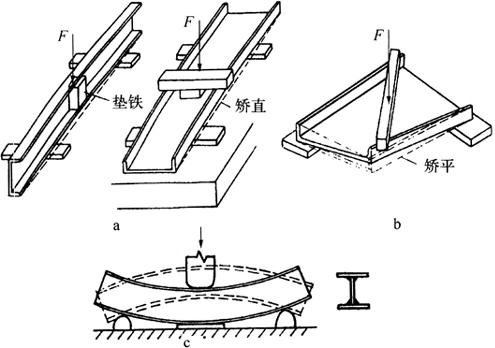
图3-7 型钢压力机矫正
a.槽钢弯曲矫正 b.槽钢扭曲矫正 c.工字钢弯曲矫正
2.撑直机矫正
型钢和各种焊接梁的弯曲变形可采用型钢撑直机反向弯曲法矫正变形。如图3-8a所示,撑直机运动件呈水平布置,运动件分单头和双头两种,双头运动件两面对称,可两面同时工作,机床效率较高。
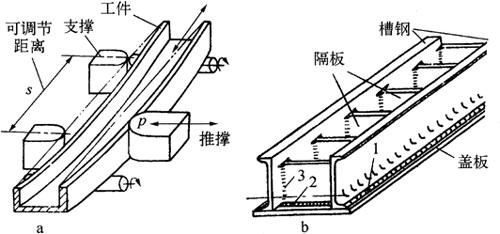
图3-8 型钢撑直机矫正
a.撑直机工作部分 b.双槽钢焊接梁挠曲矫正 1~3.焊缝
工作时,型钢置于支撑和推撑之间,并可沿长度方向移动,支撑的荐举可由操纵手轮调节,以适应型钢不同程度的弯曲。当推撑由电动机驱动作水平往复运动时,变周期性地对被矫正型钢施加推力,使其产生反向弯曲而达到矫正的目的。
推撑的初始位置可以调节,以控制变形量。台面设有滚柱以支撑型钢,减小型钢来回移动时的摩擦。
型钢撑直机也可用于型钢的弯曲加工,即为弯曲和矫正两用机。
通常,对于复杂截面的型钢焊接梁,也可以采用合理安排焊接顺序和改变结构形状,以减少型钢的矫正变形量。如图3-8b所示,加盖板并安排焊缝3在槽钢与盖板组成整体后才进行焊接,可有效地减小型钢焊接梁的挠曲变形,提高撑直工作效率。