钻孔设备及工具
出处:按学科分类—工业技术 河南科学技术出版社《钣金技术手册》第177页(2963字)
钣金工常用的孔加工设备和工具为台式钻床、立式床、摇臂钻床、电钻、手扳钻和麻花钻等。钻床主要是用钻头在工件上加工孔的机床,在钻床上既可以钻孔,还可以扩孔、铰钻、攻丝、锪孔等。
(一)加工设备
1.钻床
(1)台式钻床:台式钻床是一种放在台桌上使用的小型钻床,简称台钻(图3-19a),其钻孔直径一般在13mm以下,最小可加工0.1mm的孔。台钻小巧灵活,使用方便,是钻小型零件上各种小直径孔的主要设备。
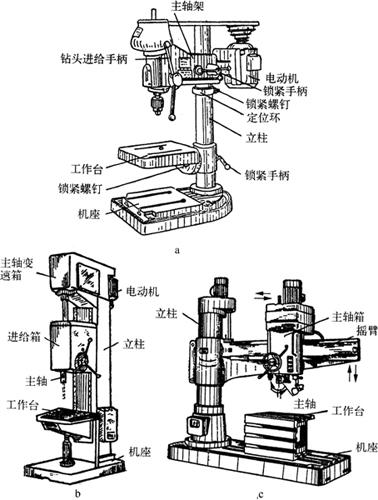
图3-19 各式钻床
a.台式钻床 b.立式钻床 c.摇臂钻床
台式钻床的主轴转速一般较高,最高转速接近每分钟万转,可通过改变三角胶带在塔形带轮上的位置来调节。主轴进给是手动的,为适应不同工件尺寸的要求,在松开锁紧手柄后,主轴架可以沿立柱上下移动。
(2)立式钻床:立式钻床简称立钻(图3-19b)。其最大钻孔直径有25mm、35mm、40mm、50mm等几种,其规格用最大钻孔直径表示。
立钻由电动机经带轮传递给主轴转动,并通过主轴变速箱获得需要的各种转速,一般钻小孔选用较高转速,钻大孔选用较低转速。主轴是在主轴套筒内作旋转运动,同时通过进给箱驱动主轴套筒作直线运动,从而使主轴一边旋转,一边随主轴套筒按所选的进给量,自动作轴向进给,也可用手柄实现手动轴向进给。
进给箱和工作台可沿立柱上的导轨调整上下位置,以适应不同高度工件的加工。
立钻的主轴不能在垂直其轴线的平面内移动,钻孔时要使钻头与工件孔的中心重合,就必须移动工件。因此,立钻只适于加工中小型工件。
(3)摇臂钻床:图3-19c所示为摇臂钻床,由于其摇臂带着主轴箱可沿立柱垂直移动,同时主轴箱还能在摇臂上作横向移动,所以再移动钻床主轴箱,便可将钻头位置对准被加工孔的中心,而不需移动工件便可加工。
因此,摇臂钻加工时工作可固定不动,而钻头转动切削且能随摇臂绕立柱旋转360°,这种钻床广泛应用于加工单件、成批量生产的大型工件和多孔工件。
工件通常安装在工作台上加工,如果工件很大,也可直接放在底座上加工,其最大钻孔直径可达100mm。加工时,根据工件上孔的位置不同,可将主轴左右移动调整到机床加工范围内的任何一个位置,根据工件高度不同,还可将摇臂沿立柱上下移动调整到加工位置,进给时可自动也可手动,但事先要锁紧摇臂及主轴箱,以免加工中由于振动而影响零件加工质量。
2.电钻
电钻是用手直接握持使用的一种钻孔工具,使用灵活,携带方便,场地不受限制,可加工钻床无法加工的工件上特殊部位的孔。
电钻的电源电压为220V或36V,其尺寸规格按所钻最大孔径分为6mm、 10mm、13mm等几种,其结构由电动机、减速装置、钻夹头、手柄和开关等组成,其种类有手枪式和手提式两种,如图3-20所示。
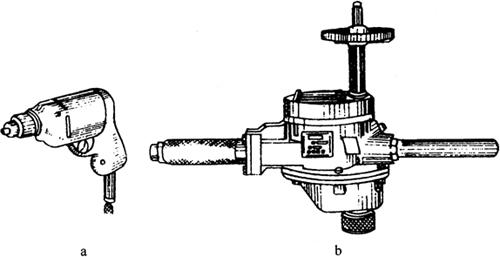
图3-20 各式电钻
a.手枪式 b.手提式
图3-20a的规格为6mm,即表示最大钻孔直径为6mm,电压220V,采用双重绝缘结构,安全性能好,但必须安装漏电保护器才能使用。图3-20b的规格为13mm,采用双侧手柄结构,带有托板。一个侧手柄内附电源开关,另一个侧手柄用圆锥管螺纹连接,双手柄便于操作,后托板便于用胸顶或用杠棒加压,以便附加较大的轴向力。
(二)加工工具及附件
1.麻花钻头
麻花钻是钻孔的主要刀具,其由柄部、导向部分和切削部分组成。
(1)柄部结构:柄部是钻头的夹持部分,用于传递钻孔时所需的扭矩和轴向力,并使钻头轴线保持正确的位置,其分直柄和锥柄两种。
1)直柄钻头:柄部呈圆柱形(图3-21a),用钻夹头夹持,传递的扭矩小,只适用于直径在13mm以内的钻头。
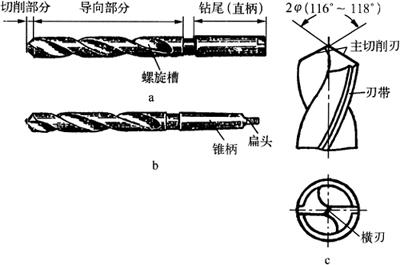
图3-21 麻花钻头
a.直柄钻头 b.锥柄钻头 c.钻头切削刃
2)锥柄钻头:柄部呈圆锥形(图3-21b),装在钻轴的莫氏锥孔内,靠圆锥面之间的摩擦力传递扭矩,随轴向力增大而增大,传递的扭矩较大,适用于直径大于13mm的钻头。锥部扁尾既可增加传递扭矩,又可避免钻头在主轴孔或钻套中打滑,还可便于用楔铁将钻头从主轴孔或钻套中退出。
(2)工作部分结构:麻花钻的工作部分由导向部分和切削部分组成(图3-21c)。切削部分有两个对称的主切削刃,两刃之间的夹角通常为2ψ=116°~118°,称为顶角;钻头顶部两后面交线构成的横刃,可使钻削时的轴向力增加。所以大直径的钻头常采取修磨横刃的方法,缩短横刃,并增大修磨处的前角。导向部分有两条刃带和螺旋槽,刃带的作用是引导钻头,螺旋槽的作用是向孔外排屑。
2.钻头附件
麻花钻头按尾部形状的不同,有不同的装夹方法,常用的装夹工具有钻头夹、钻头套等。
(1)钻头夹:钻头夹用于装夹直径为13mm以下的直柄钻头(图3-22b),在夹头体的孔内装有带内螺纹圈的夹爪,夹爪螺纹和装在夹头套筒内的螺纹相啮合,旋转套筒会使三个夹爪同时合拢或张开,并用钥匙锁紧或打开,使钻头柄被夹紧或放松。

图3-22 钻头夹、套及钻头的安装
a.钻头套及钻头的安装 b.钻头夹
(2)钻头套:钻头套用于装夹带锥柄的钻头。一般锥柄钻头可以直接装入机床主轴的锥孔内,当钻头的尾部小于机床主轴锥孔时,则需用过渡的钻头套。当用较小直径的钻头钻孔时,则需用几个钻头套配合起来使用,才能与钻床主轴锥孔相配合。如图3-22a所示,共有五个型号,从小到大,其内径依次分别适用于直径为15.5mm、15.6~23.5mm、23.6~32.5mm、 32.6~49.5mm、49.5~65mm钻头。