塑料螺纹盖注塑模具
书籍:实用注塑模设计手册
出处:按学科分类—工业技术 中国轻工业出版社《实用注塑模设计手册》第183页(630字)
此模具采用模外手工脱螺纹的方式。
开模时,锁钩17在弹簧18的作用下,使支承板5、动模板6及定模板7成闭锁状态,因此首先沿Ⅰ-Ⅰ面分型,主流道从主流道衬套中脱出。当螺母3限制住定模板7后并继续开模时,锁钩17被强行脱开支承板5,从而使模具沿Ⅱ-Ⅱ分型面分型,为保证螺纹型芯10在开模时被带往动模,设置了由环形拉簧11及卡环12组成的卡环装置。
顶出动作为手动顶出。顶出时扳动杠杆14,由推板1带动推杆13将螺纹型芯10偕同制品同时顶出,然后用扳手卸掉螺纹型芯。合模前,扳动杠杆14使推杆13复位,装入预热的螺纹型芯10,随后合模。
为保证生产的连续性,螺纹型芯10应有备件,以供循环使用,见图5-7。
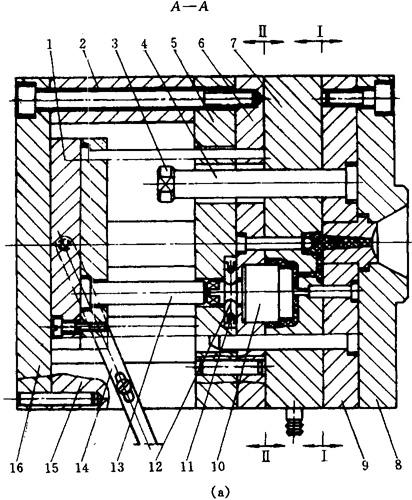
图5-7(a) 塑料螺纹盖注塑模具主视图
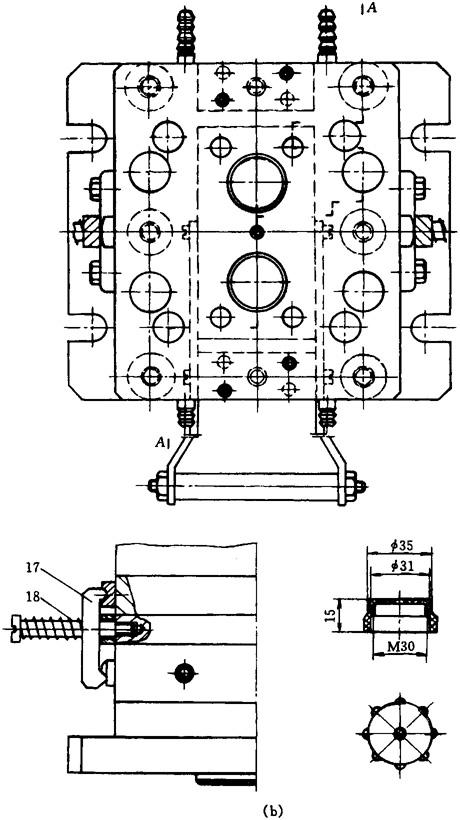
图5-7(b) 塑料螺纹盖注塑模具俯视图及塑件图
1—推板 2—支承块 3—螺母 4—定距拉杆 5—支承板 6—动模板 7—定模板 8—定模座板 9—浇口板 10—螺纹型芯 11—拉簧 12—卡环 13—推杆 14—杠杆 15—垫块 16—动模座板 17—锁钩 18—弹簧
上一篇:塑料罩注塑模具
下一篇:实用注塑模设计手册目录