载体法
出处:按学科分类—工业技术 中国轻工业出版社《聚氯乙烯加工手册》第516页(7782字)
作为所承受的载体有不锈钢带、离型纸、硅胶带和耐高温织布等。以聚氯乙烯乳液糊为基本涂料。
现就目前我国使用较广的不锈钢带载体法,离型纸载体法设备和工艺作简要叙述。
(一)钢带载体法
钢带载体法生产分四个步骤:①聚氯乙烯糊通过逆辊涂料机或刮刀涂到循环运转的不锈钢带上,进入预热烘箱成为半胶凝状态;②在半胶凝涂料上贴上布基后进入发泡烘箱发泡;③泡沫半成品在钢带上冷却到60~70℃时,从钢带上剥离或同时切除废边;④卷取后,根据产品的要求进行贴面层薄膜或表面涂饰处理。其简单流程图见8-1-13。

图8-1-13 钢带载体法流程示意图
1-卷 2--冷却 3-剥离切边 4-涂料 5-预热 6-加热 7-不锈钢带 8-布 9-贴合 10-发泡 11-导辊 12-导辊 13-转动辊 14-加热 15-冷却 16-张紧装置
1.设备
(1)主机——不锈钢带涂料机
①环形不锈钢带钢带一般长40m、宽1.2~1.5m,厚1.1~1.2mm,由镍铬合金钢制成,钢带焊接处要求光滑平整。
②转动辊转动辊两只,运转环形钢带。直径1100~1200mm,宽度以钢带而定,一般为1400~1700mm。装有驱动装置的主动辊称定位辊,装有钢带张紧机构的被动辊称移位辊。变速电机7.5kW,线速度2~10m/min。
③三辊逆辊涂料机三辊逆辊涂料机辊筒部分工作示意图参见图8-1-14。涂料机由两根直径相同表面镀硬铬的钢辊和一根表面包有耐油合成橡胶的辊所组成。电机带动蜗轮减速箱,经P1V型齿链式变速器,由链轮和齿轮传动带动三根辊以相同的方向运转,故称逆辊涂料机。聚氯乙烯糊料从顶部供料,在计量辊A与传递辊B间有调节涂层宽度的档板装置,传递辊B固定不动,通过楔块来调节三个辊的间隙,用一套杠杆楔块装置可调节涂料辊C和不锈钢带的间隙。辊隙可调范围:A辊和B辊为0.1~1.5mm,B辊和C辊为0.01~1.5mm。一般来说,涂料辊C速度应大于钢带速度,才能使定量的糊料平整地转移到不锈钢带上,形成厚薄均匀的涂层。
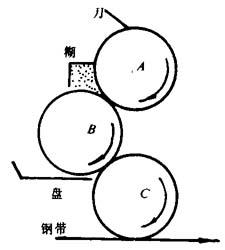
图8-1-14 上部加料三辊逆辊涂料机示意图
A辊:计量辊,铁制镀铬,直径200mm B辊:传递辊,钢制镀铬,直径200mm C辊:涂料辊,外包耐油合成橡胶,表面硬度布氏60~70,直径200mm
逆辊涂料机机架结构必须结实,使辊简保持平直状态。辊简对传动装置的类型比较敏感,要求传动平稳,选用斜齿轮,可防止涂层出现“横纹”(即搓板纹)。
④预热烘箱 一般长2~3m,宽2m(按钢带40m长度设计)。
⑤发泡烘箱 钢带载体法发泡烘箱常采用电热管辐射和热风循环混合式加热方法。电热管辐射传热速度快,热风循环使箱内温度均匀,以达到较好的加热效果。热风喷嘴形式有两种,一种是沿烘箱宽度呈直线型喷出热风,另一种是热风从沿烘箱宽度呈矩形截面上从不同直径的小孔中喷出。烘箱中喷嘴数量视烘箱长度和循环热风量而定,平行排列若干组。热风通过喷嘴垂直向半胶凝的涂层进行加热。发泡烘箱示意图见图8-1-15。

图8-1-15 发泡烘箱示意图
1-风道 2-风机 3、4、12-热源 5、8-调节线 6-空气补给 7-废气排出 9-钢带 10-喷嘴 11-箱体 12-电加热管
注:箱体 长10m,宽2m;最高加热温度300C,加热功率140~165kw
热空气加热室 加热功率80~100kW
总热风循环风量 10000~12000m3/h
总热风循环风速 3~8保持喷嘴出口风速
废气排出风量 2700~3000m3/h
废气排出风压 50~60mmH2O
生产速度 2~8m/mi n
⑥钢带张力调整装置环形钢带在运转过程中,两个转辊不可能绝对保持平行,从而导致钢带在运转中发生偏移,引起钢带的变形和损坏。同时,钢带在加热、冷却过程中还会受热胀冷缩的影响,钢带的张紧力不可能保持恒定。为了保持正常运转必须随时调整张紧力。张力调整装置利用杠杆原理而设置的,如图8-1-16所示。图中F为支点,悬挂的垂锤可以上下自由移动(由张力而定)。加热时钢带伸长,转辊受重锤力的作用,通过杠杆向外侧滑移。冷却时钢带的收缩,则使转辊向内侧滑移。这样就达到自动控制张紧力的目的。重锤的配重由钢带的张紧力来决定,它与张紧机构及其灵敏度、转辊的重量,传动方式以及钢带的长度、厚度和宽度等有关,必须通过反复试验来确定。重锤配重举例:设转辊重为2.5~3t,驱动电机装在上料辊一端,钢带周长为40m,宽1.3m,厚1.1mm。调整装置中的杠杆EF∶FG为1∶4。如设定总的张紧力为4.5~5.5t,根据杠杆原理,可算出重锤的配重为1.125~1.375t(不考虑其它的阻力)。配重必须适当,张力过大时,钢带长期运转后也会变形,张力过小时,钢带张不紧易造成偏移。为保持平衡,转辊两端都需装上张紧装置。手轮能作微调,作用是控制钢带的偏移。
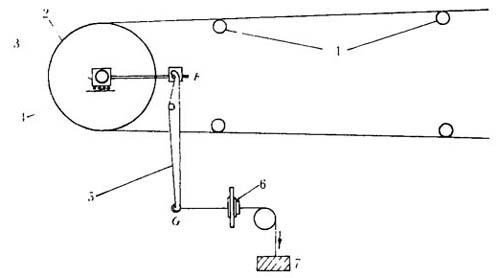
图8-1-16 钢带张力调整装置
1-托辊 2-转辊 3-滑道轴承 1-滚珠 5-杠杆 6-微调手轮 7-重锤
为了延长钢带的使用寿命,其保护和维修是很重要的。钢带的保养要点如下:①严禁钢带遭受骤冷。②加热时,应先开车,在运转中逐步升温。③停车前,应先开风机,使钢带逐渐降温,待烘箱温度达到80℃以下时,才可停止。④必须保持钢带在两个转辊之间的中心部位运转,发生偏移时,如不能及时自动调整,则应用手动调整(微调手轮)。⑤保持环境清洁,不使异物,特别是硬质物带入钢带与转辊之间,以免损坏钢带。为此钢带的下面部分应封闭防尘。
(2)印刷(涂饰)机——单色
印刷(涂饰)机是用来对人造革表面进行印花或涂饰处理的专门设备。主要由放卷、印刷(涂饰)、干燥、冷却和卷取部分组成,其流程见图8-1-17。
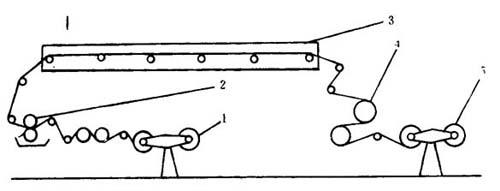
图8-1-17 印刷涂饰机流程示图
1-放卷 2-印刷(涂饰) 3-干燥 4-冷却 5-收卷
印刷头(涂饰)装置采用凹版印刷法,由金属印花辊或网纹辊、耐溶剂橡胶辊和金属压辊组成。示意图参见图8-1-18。
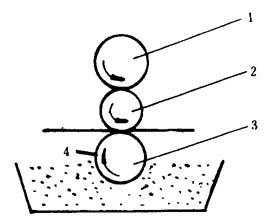
图8-1-18 印刷(涂饰)装置示意图
1-压辊 2-橡胶辊 3-网纹辊 4-刮刀
作为人造革印刷,配备两只印刷头就足够了。常用凹版印刷(涂饰)机,规格如下:
辊面长度 1400~1800mm
放卷直径 最大800mm
网纹辊、印花辊直径 180~200mm
(网纹辊常用有80、100、120目三种,用于表面涂饰)
橡胶辊直径 130mm
金属压辊直径 200mm
冷却辊(3只) 直径为550mm
收卷直径 最大为800mm
线速度 3~40m/min
(3)独立式压花机
这是单独对人造革半成品进行压花的设备,其流程见图8-1-20所示。
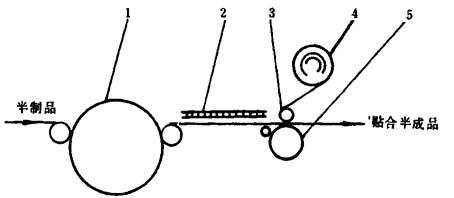
图8-1-20 薄膜贴合装置示意图
1-加热辊 2-加热罩 3-压辊 4-薄膜 5-橡胶辊
为了不损坏人造革的泡沫结构,压花辊和橡胶托辊各设有驱动装置,两者线速度必须保持基本一致,压花辊和橡胶辊的间隙由压缩空气调节装置控制。独立式压花装置规格如下:
辊面长度:1400~1800mm
压花辊直径:180~220mm
橡胶辊直径:300~350mm
放卷直径:最大为800mm
红外加热器功率:3kW×12
蒸汽加热辊直径:1000mm
冷却辊直径:550mm
线速度为3~18m/min

图8-1-19 独立式压花装置示意图
1-放卷 2-红外线加热 3-托辊 4-压花辊 5-蒸汽加热鼓 6-冷却辊 7-卷取
(4)薄膜贴合装置
该装置是用于发泡半成品表面合贴面层薄膜的专用设备,它是由加热辊、复合辊、冷却辊等组成,其流程示意见图8-1-21。一般贴合薄膜后再进行表面涂饰(或印花)和压花。

图8-1-21 针织布剖开上浆机流程示意
1-牵引 2-热风加热罩 3-牵引 4-滚刀切开 5-展边 6-全面上浆(底涂糊作粘合剂) 7-拉幅 8-干燥烘箱 9-放卷 10-传送带 11-局部上浆(边涂) 12-圆筒形针织布 13-卷取
(5)针织布开幅上浆机
因单面纬编针织布是圆筒形,须经剖开整理成卷后才能使用。在针织布开幅上浆机上,先在圆筒形针织布中心部位沿布的前进方向涂上50~80mm宽的树脂浆(含溶剂),经完全干燥后沿涂层中心线将布剖开,再用扩展成“八”字形的不锈钢扩张架把针织布展平,通过张幅夹链进入干燥箱略微加热,冷却后进行表面卷取。主要设备由针织布边涂糊、干燥剖开、上底涂糊(粘合剂)、张幅干燥、冷却卷取等装置所组成,工作示意图见图8-1-21。
图8-1-21 示意图中设备规格如下:
局部上浆(边涂)的涂料辊 直径为150mm,宽80mm(齿轮式)
干燥箱 蒸汽加热热风循环箱内带夹布边的拉幅装置,箱长6.5mm
剖开扩布装置 圆形刀片直径125mm,电动功率0.4kW
全面上浆装置 上辊直径250mm,耐溶剂合成橡胶制肖氏硬度55~60
下辊直径200mm(钢质镀铬60或80目网纹辊)
冷却辊直径550mm(3只)
在针织布开幅上浆机上,还能正常地对非针织布类织物进行全面上浆处理,但不需要边涂处理。
不锈钢带载体法通常采用糊半胶凝后贴合布基,所以不需要对布基进行全面上浆(涂粘合剂)。如果采用糊全胶凝热贴合方法,就必须对布基进行全面上浆处理,否则就得不到较理想的剥离强度指标。用压延法外贴工艺生产的各种类型人造革也必须对布基先进行边涂(单面针织布基)和全面上浆的作业。筒形双面针织布,剖开后不会卷边,所以不需要进行边涂处理。
2.工艺
(1)逆辊涂布
逆辊涂布工艺见图8-1-14。糊料粘度不变时,则涂层的厚度由上辊A和传递辊B的间隙大小及涂料辊C与不锈钢带的相对速度来决定。C辊的速度对不锈钢带速度越大时,涂层就越厚。
如果制品厚度为1.0mm,未发泡的涂层厚度为0.5mm,则操作时三个辊的速比可采用A∶B∶C=1∶10∶12。C辊与钢带线速度比为1.5~1.8∶1。通常糊的粘度在3000~8000cP时辊隙控制为:A-B辊间隙为0.6~0.7mm;B-C辊间隙为0.1~0.15mm;C-钢带厚为0.15mm。
(2)预热和粘布
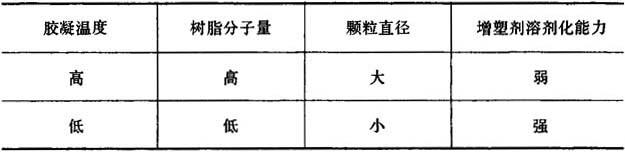
预热烘箱温度视室温而异,一般在50~100℃。糊料预热至半胶凝态时,其粘度或温度应该控制适当,尽量不让糊料渗入布,并保证与布基有足够粘附力。半胶凝温度与胶凝温度直接有关,而胶凝温度与树脂分子量、粒径及增塑剂溶剂化能力有关,它们之间的关系可参见表8-1-14。胶凝温度高时则说明糊的胶凝速度慢,反之则快。实际上贴布往往要求中等的胶凝速度,这样就可以防止渗布和布与涂层的脱离,并且便于操作人员的控制。如果贴合的布基已经全部上浆预处理,那就不必考虑上述因素,在糊料全部胶凝后即可把布基贴上。
表8-1-14 胶凝温度与树脂增塑剂关系
(3)发泡
烘箱温度为220~250℃,而钢带实际温度为160~170℃,一般人造革半成品温度需降至60℃以下时方可从钢带上剥离下来。一般发泡烘箱处的线速度为3~7m/min。
(4)薄膜贴合
加热辊温度为110~120℃,线速度为5~10m/min。
(5)表面涂饰
用印刷(涂饰)机进行表面处理时,生产速度随涂饰剂用量及溶剂品种而定。一般控制在20~25m/min,干燥箱加热温度为110~130℃。为了防止涂饰剂粘度在存料盘中发生变化(溶剂挥发),应采用涂饰剂循环装置(可参见图8-1-22),并需不断补充溶剂,定时测定涂饰剂的粘度使其保持在50~100cP之间,涂布量必须根据需要控制在15~30g/m2。
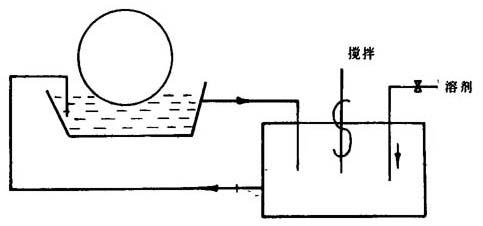
图8-1-22 涂饰剂循环装置
(6)表面印花
人造革表面印花,可在具有两个印刷装置的印刷(涂饰)机上进行。第一印刷一般配上合适的印花辊作为印花,第二印刷是进行表面涂饰,操作要求与上述(5)表面涂饰相同。对聚氯乙烯人造革进行表面涂饰主要目的是:
①防止表面发粘,提高手感质量。
②控制表面光洁度改进印刷性能。
人造革所用的涂饰剂,按其特征可分为有光和消光两种。如按工艺区分有前涂型与后涂型两种,前涂型在发泡前使用,它的膜层强度较后涂型为好;后涂型通常在发泡之后使用。常用的一些表面涂饰剂性能和用途参见表8-1-15,后涂型涂饰剂配方以及印花剂配方举例可见表8-1-16及表8-1-17。
表8-1-15 常用表面涂饰剂品种简介
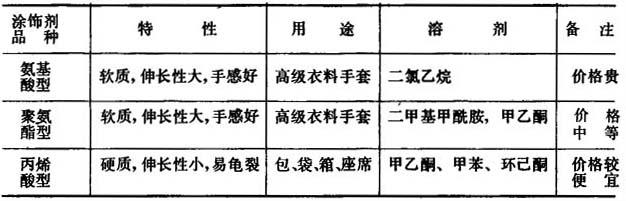
表8-1-16 我国常用后涂型涂饰剂配方举例

* 372树脂——甲基丙烯酸甲酯85%,苯乙烯15%共聚物。
表8-1-17 印花剂配方举例

(7)压花
压花辊与橡胶辊之间间隙控制在小于发泡层厚度的15~25%范围内,一般视发泡制品的倍率而定。在生产时如采用各自单独传动的压花辊与橡胶辊,即压花辊速度比橡胶辊应大0.1~0.15m/min为宜,以增加压花后花纹的清晰度。
当半成品接头通过压花间隙时,应开动气泵,抬起压花辊以避免半成品接头在橡胶辊上留下较深的印痕,同时可延长橡胶辊的使用寿命。压花辊与橡胶辊都必须通冷却水,否则会影响制品的质量。
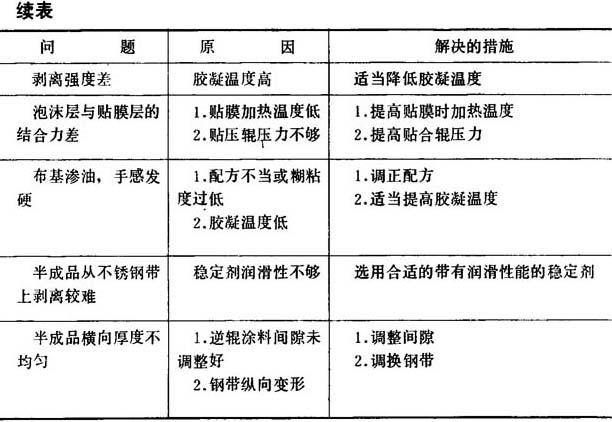
(二)操作中出现的问题、原因和解决的措施
表8-1-18 操作中出现的问题、原因和解决的措施