电阻焊
出处:按学科分类—工业技术 北京工业大学出版社《热加工手册》第719页(2444字)
电阻焊是指工件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法.
9.2.1.1 电阻焊设备
电阻焊设备是指采用电阻加热原理进行焊接操作的一种设备.电阻焊设备包括点焊机、缝焊机、凸焊机和对焊机,有些场合还包括与这些焊机配套的控制箱.
1.点焊机和凸焊机
点焊机和凸焊机包括:
(1)摇臂式点焊机.这是最简单、最通用的点焊机,既传递电极压力,也传递焊接电流.这种焊机有三种操作方法:气动、脚踏和电动机-凸轮.摇臂式点焊机不适宜作凸焊.
(2)直压式点焊机.直压式点焊机适用于点焊和凸焊.
(3)移动式点焊机.移动式点焊机分为两类:悬挂式点焊机和便携式点焊机.移动式点焊机的最新发展是将焊钳安装在机械手上,通过计算机控制,使机械手按指令进行点焊操作,并可将多台机械手安装在生产线上同时对工件不同部位施焊,从而显着地提高了生产率.
(4)多点焊机.多点焊机是大批量生产中的专用设备.一般采用多个阻焊变压器及多把焊枪工件形状分布.
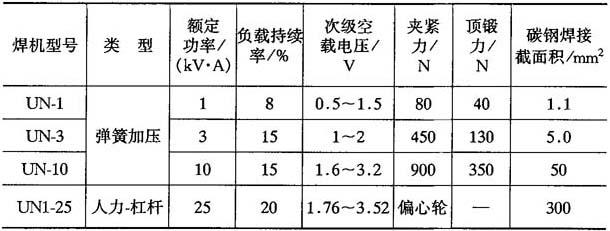
典型点焊机和凸焊机的主要技术参数如表9-29所示.
2.缝焊机
缝焊机除电极及其驱动机构外,其他部分与点焊机基本相似.缝焊机的电极驱动机构由电动机通过调速器和万向轴带动电极转动.有三种普通类型的缝焊机:横向缝焊机、纵向缝焊机和通用缝焊机.典型缝焊机的主要技术参数如表9-30所示.
3.对焊机
对焊机一般有闪光对焊机和电阻对焊机两类.典型闪光对焊机的主要技术参数如表9-31所示,典型电阻对焊机的主要技术参数如表9-32所示.
表9-29 典型点焊机和凸焊机主要技术参数
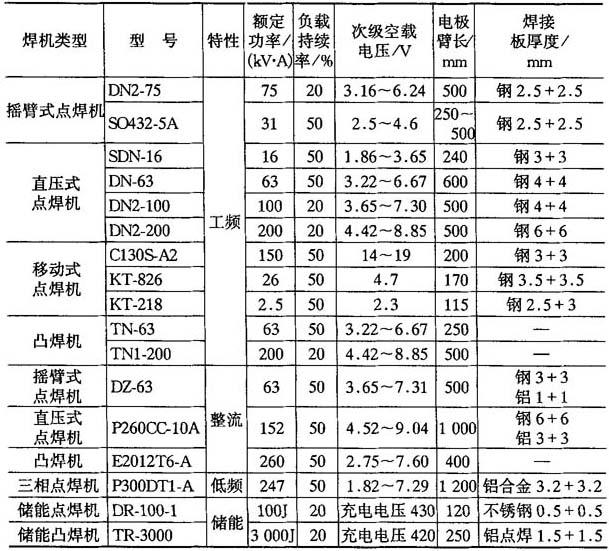
表9-30 典型缝焊机主要技术参数
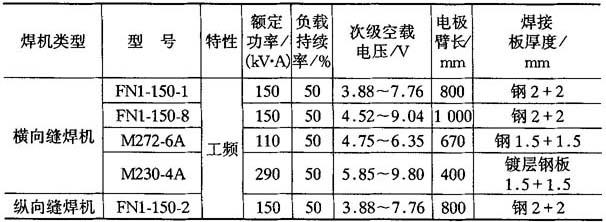
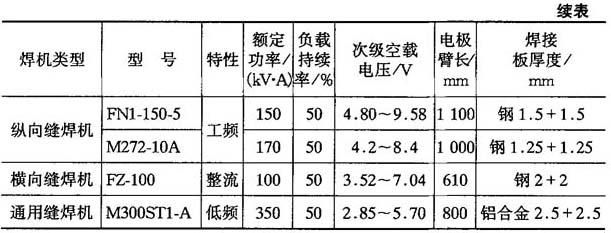
表9-31 典型闪光对焊机主要技术参数
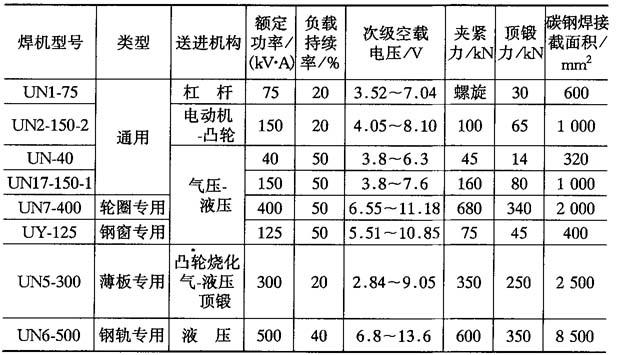
表9-32 典型电阻对焊机主要技术参数
9.2.1.2 电阻焊方法
电阻焊方法主要有四种,即点焊、缝焊、凸焊和对焊,如图9-10所示.
1.点焊
点焊是一种高速、经济的连接方法.它适用于制造可以采用搭接、接头不要求气密、厚度小于3mm的冲压、轧制的薄板构件.
2.缝焊
缝焊是指工件装配成搭接或对接接头并置于两滚轮电极之间,滚轮加压工件并转动,连续或断续送电,形成一条连续焊缝的电阻焊方法.
按滚盘转动与馈电方式分,缝焊可分为连续缝焊、断续缝焊和步进缝焊.按接头形式分,缝焊还可分为搭接缝焊、压平缝焊、垫箔对接缝焊、铜线电极缝焊等.
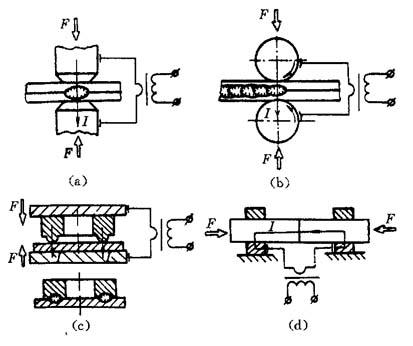
图9-10 主要电阻焊方法
(a)点焊;(b)缝焊;(c)凸焊;(d)对焊
3.凸焊
凸焊是指在一工件的贴合面上预先加工出一个或多个突起点,使其与另一工件表面相接触并通电加热,然后压塌,使这些接触点形成焊点的电阻焊方法.
凸焊主要用于焊接低碳钢和低合金钢的冲压件.凸焊的种类很多,除板件凸焊外,还有螺帽、螺钉类零件的凸焊、线材交叉焊、管子凸焊和板材T形凸焊等.
4.对焊
对接电阻焊(以下简称对焊)是利用电阻热将两工件沿整个端面同时焊接起来的一类电阻焊方法.对焊可分为电阻对焊和闪光对焊两种.
电阻对焊是将工件装配成对接接头,使其端面紧密接触,利用电阻热加热至塑性状态,然后迅速施加顶锻力完成焊接的方法.
闪光对焊是将工件装配成对接接头,接通电源,并使其端面逐渐移近达到局部接触,利用电阻热加热这些接触点(产生闪光),使端面金属熔化,直至端部在一定深度范围内达到预定温度时,迅速施加预锻力完成焊接的方法.闪光对焊又可分为连续闪光对焊和预热闪光对焊.
对焊生产率高,易于实现自动化,因而获得广泛应用.对焊可用于工件的接长、环形工件的对焊、部件的对焊以及异种金属的对焊.