电火花穿孔、成型加工机床
书籍:特种加工手册
出处:按学科分类—工业技术 北京工业大学出版社《特种加工手册》第138页(1042字)
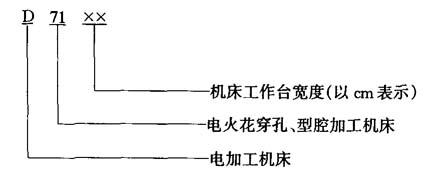
电火花加工(包括穿孔和型腔加工)机床的型号规定如下:
(1)成型加工机床的组成 机床主要由床身、立柱、主轴头、工作台及油箱等组成,按机床的布局和结构可以分为四大类,见表3-3.
表3-3 电火花成型加工机床的主要类型
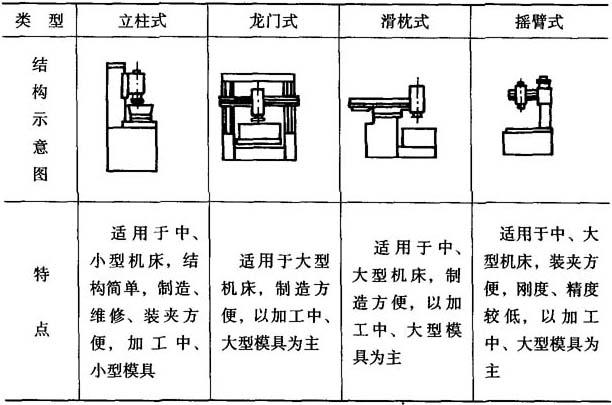
(2)成型加工机床夹具和附件 机床应配备相应的专用夹具和附件.成型穿孔机床可配备用于改善排屑条件的冲油或抽油油杯,修光型腔侧面和底面的二度或三度平动头,磨削内孔的专用夹具等.
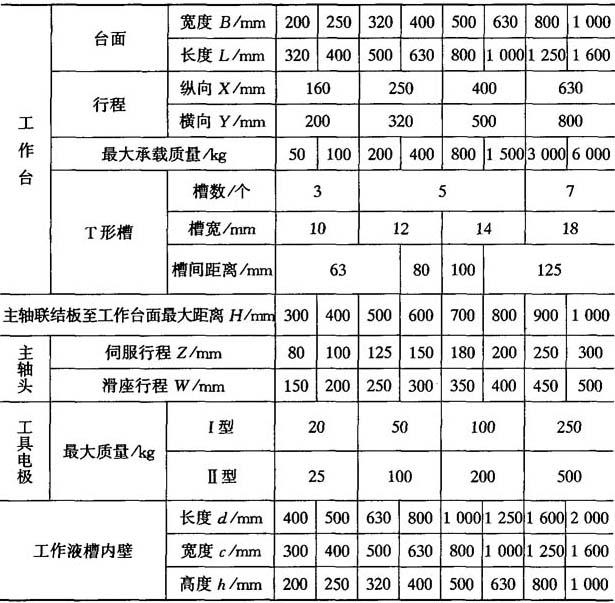
(3)成型加工机床主要参数标准 见表3-4.
表3-4 电火花穿孔、成型加工机床主要参数标准(GB5290—85)
电火花穿孔、成型加工机床可按大小分为小型(D7215型以下)、中型(D7125~D7163)以及大型(D7163型以上);也可按精度等级分为标准精度型和高精度型;还可按工具电极自动调节系统的类型分为液压进给型、步进电机或直流伺服电机进给驱动型.
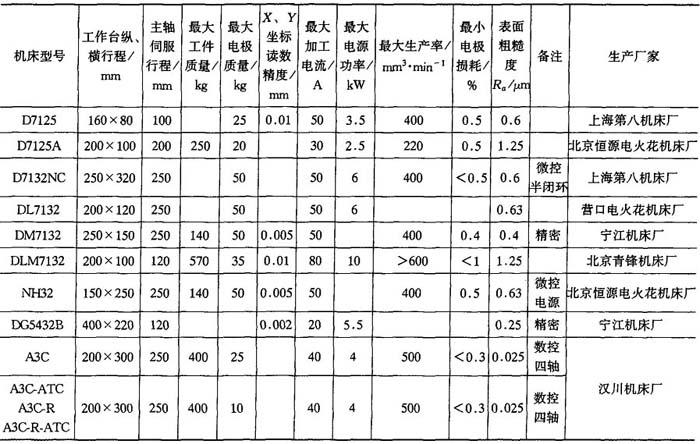
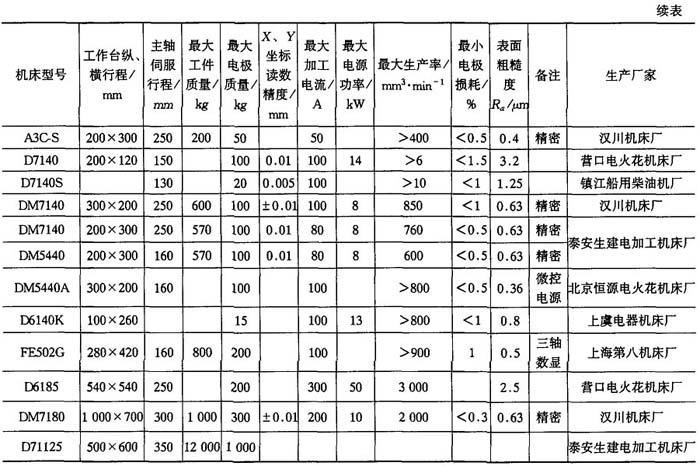
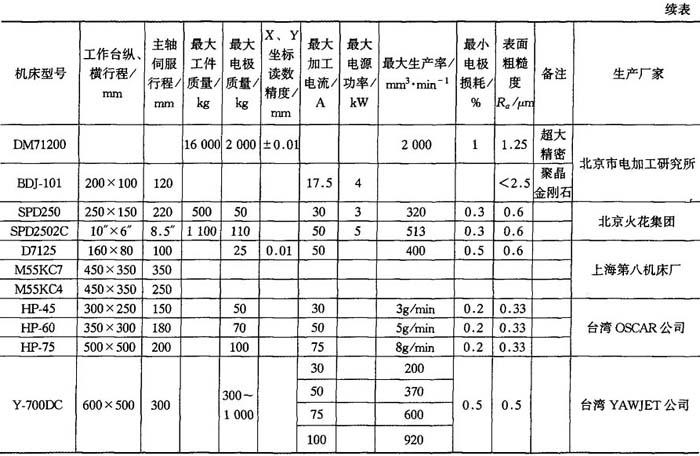
电火花成型加工机床主要型号与技术参数见表3-5.
表3-5 电火花成型加工机床主要型号与技术参数
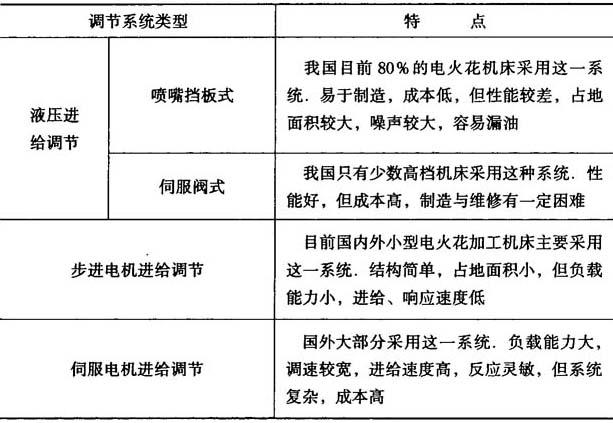
(4)工具进给调节系统 电火花加工时必须使工具和工件之间始终保持某一较小的放电间隙.间隙过大,所加电压不能击穿间隙,形成开路,无法实现电火花加工;间隙过校形成短路,也不能进行电火花加工.因此,工具电极自动进给调节装置和系统是电火花加工机床的重要组成部分.工具电极自动进给调节系统的类型与比较见表3-6.
表3-6 工具电极自动进给调节系统的类型与比较
上一篇:工作液及工作液循环过滤系统
下一篇:特种加工手册目录