模具的胶接
书籍:特种加工手册
出处:按学科分类—工业技术 北京工业大学出版社《特种加工手册》第547页(569字)
模具通常采用整体制造,加工困难,材料浪费.如采用分块加工,镶拼时用螺钉固定,则工艺复杂,且不易保证精度.而采用胶接工艺,则可获得良好的效果.原来用整块钢结构硬质合金或其他优质合金加工制造的模具,采用胶接工艺后,只需型面部分用优质合金制造,其余用普通钢材即可.因此可节约大量优质合金,其中,阴模可节约60%贵重材料,阳模节约可达90%以上.各种模具常见的胶接部位有:导柱、导套、冲头、冲针及下料板等.参见图8-2.
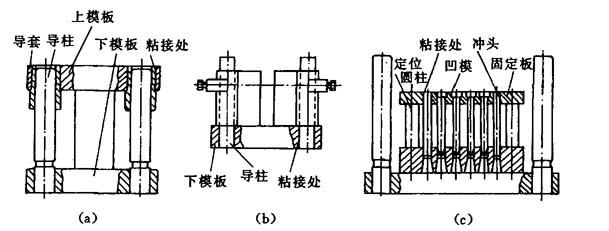
图8-2 模具的胶接
(a)模具导套的胶接;(b)模具导柱的胶接;(c)多孔垫圈冲模的胶接
胶接工艺如下.
(1)对胶接的模具表面进行清洗并进行必要的机械或化学处理.
(2)采用环氧树脂胶粘剂(配方:E-44环氧树脂100,JLY-121聚硫橡胶20,苯二甲胺20,氧化铝粉100,白炭黑2).
(3)涂敷固化.25℃24h或60℃4h.