柴油机调整垫片的胶接
书籍:特种加工手册
出处:按学科分类—工业技术 北京工业大学出版社《特种加工手册》第561页(703字)
大型柴油机通常用钢质楔形垫片或球形垫片来调整和固定位置.采用胶接技术安装垫片,不仅能简化对垫片的拂刮,提高生产效率,缩短施工周期,而且质量可靠,安全稳妥.如图8-17所示.
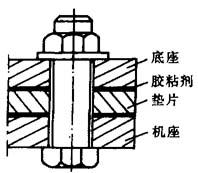
图8-17 柴油机调整垫片的胶接
胶接工艺如下.
(1)调整柴油机中心.通常采用止头螺栓校准中心,测取机座4个角的垫片厚度值.
(2)按测得的厚度值加工垫片,表面粗糙度Ra为12.5~6.3.垫片与机座配合一般向外倾斜,斜度1∶100.垫片与机座间隙不大于0.5mm.垫片端面应稍有倒角,以免在推入垫片时,边缘锋口将胶粘剂刮掉,造成缺胶.
(3)对垫片两个胶接表面进行表面处理.
(4)采用环氧树脂胶粘剂(配方:E42环氧树脂100,邻苯二甲酸二丁酯15,多乙烯多胺12,三氧化二铝粉40~70,环氧丙烷苯基醚10).每次配胶以不超过0.5kg为宜,防止放热过快固化.
(5)将胶粘剂均匀涂敷在垫片、机座及底座胶接表面上.将垫片从水平方向缓慢推入机座间隙,插入螺栓定位.
(6)固化.
(7)旋紧螺栓.