粉末冶金模加工要点
书籍:模具工实用技术手册第2版
出处:按学科分类—工业技术 江苏科学技术出版社《模具工实用技术手册第2版》第821页(865字)
粉末冶金模的加工主要包括阴模、芯棒和模冲的加工。
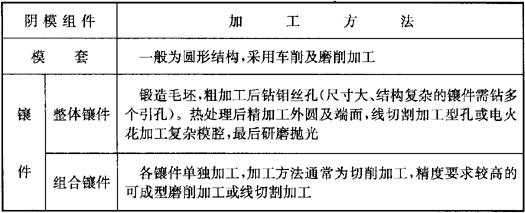
1.阴模的加工
阴模一般由阴模镶件与模套组成,两者通过压配组合。阴模镶件与模套的加工方法见表5.7-31。
表5.7-31 阴模的加工方法
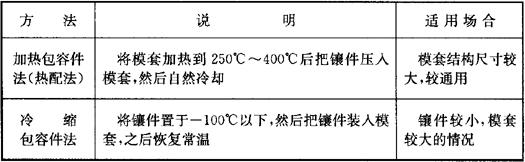
阴模的镶件与模套的配合一般采用过盈配合,过盈量为:工具钢镶件每厘米直径0.015mm。硬质合金镶件每厘米直径0.01mm,常用镶件与模套的压配方法见表5.7-32。
表5.7-32 常用镶件压配方法
2.芯棒的加工
芯棒分圆形和异型两种。
圆形芯棒加工较简单,通常是车削→热处理→磨削→抛光。
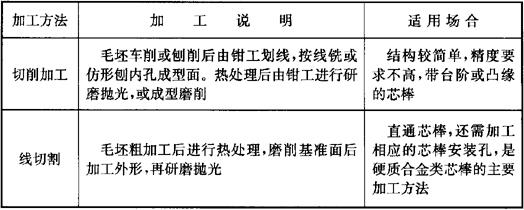
异型芯棒可采用切削加工或线切割加工。其加工方法见表5.7-33。
表5.7-33 异型芯棒的加工方法
3.模冲的加工
模冲为防止粉末的外逸,保证内、外形同轴度,要求模冲外表面与阴模配合,内孔表面与芯棒相配合,径向配合间隙一般为0.0127mm~0.0254mm。加工时常在内、外径配合部后面作成径向尺寸0.127mm~0.254mm的退让尺寸,且修磨成0.0635mm~0.127mm的倒梢,以便进入间隙中的粉末漏出。
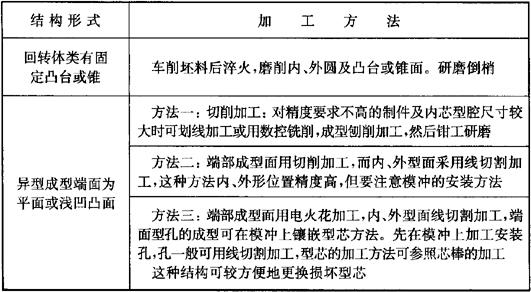
模冲的结构形式及其常用加工方法见表5.7-34。
表5.7-34 模冲的结构形式及常用加工方法
上一篇:冷冲模的装配
下一篇:模具工实用技术手册第2版目录