清净工序
出处:按学科分类—工业技术 轻工业出版社《甜菜制糖工业手册下册》第248页(3241字)
1.预灰pH自动调节系统
预灰汁工艺上要求pH保持在11左右。目前有的糖厂改用渐进式卧式或立式预灰槽,由于石灰乳加在糖汁出口处,与测量点相接近,反应较灵敏,预灰按pH值实现单回路自动调节,基本上能满足要求,其调节系统如图9-47所示。但使用中常由于渗出汁来量不均匀,调节质量仍不能满足要求,改用了pH值和糖汁流量的串级调节系统,如图9-48所示,可使调节质量得到改善,满足了工艺上的要求。由于pH调节系统中,pH值的测量精度不够,以及仪表维护量大;近年来已逐步采用比例加灰的办法来代替pH值自动调节系统。
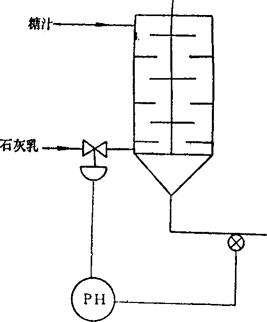
图9-47 预灰pH自动调节系统
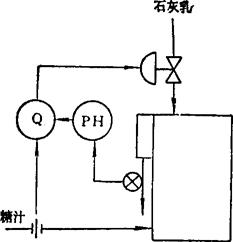
图9-48 预灰pH-流量串级调节系统
2.主加灰自动调节系统
主加灰一般采用糖汁量和石灰乳量的比值调节系统。糖汁与石灰乳流量的测量可采用电磁流量计或靶式流量计,以糖汁量作为给定值,以灰乳量作为被调量,调节系统如图9-49,使石灰乳的加入量始终与糖汁量成一定的比值。也可以将糖汁流量和石灰乳流量讯号经除法器相除后作为调节器的测量讯号,当石灰乳浓度不变时,除法器输出讯号可直接反映主灰汁的碱度值。当石灰乳浓度变化时,即使糖汁与石灰乳流量比值不变,主灰的碱度仍会有较大的波动;因此对石灰乳浓度亦需实现自动调节,或在加灰控制系统中引入石灰乳浓度的校正信号。一般来说预灰加灰量和主灰加灰量有一定的比例关系,按流量比值调节石灰乳先加到分配器中,再按一定的比例经分配器分配到预灰和主灰桶,就可以同时完成预灰和主灰的加灰工作。对于某些工艺流程要求多点加灰。如在预灰、主灰、一碳、二碳四处同时加灰。也可以采用一个调节系统使石灰乳先到分配器,再按一定比例分配到各个不同点。

图9-49 主灰糖汁-石灰乳比值调节系统
3.一碳pH自动调节系统
一碳pH自动调节系统如图9-50所示。一碳第一罐按糖汁量和窑气量实现比值调节,使碱度接近于指标。在第二罐按pH值实现定值调节,使pH值控制在规定值(pH11左右)。有些工厂仅使用一台饱充罐,糖汁pH值在一个罐内就达到指标,控制系统可以简化,不必采用糖汁量与窑气量的比值调节。在使用一台饱充罐的工厂,可以采用pH值和窑气量的串级调节系统,或pH值和糖汁流量串级调节系统,调节质量可以得到改善。
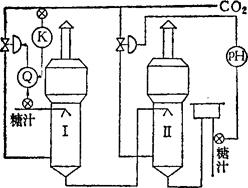
图9-50 一碳pH自动调节系统
Ⅰ-Ⅰ罐 CO2一糖汁比值调节系统 Ⅱ-Ⅱ罐 pH调节系统
4.二碳pH自动调节系统
二碳要求pH值控制在9.(左右,控制系统如图9-51所示,系采用pH值单回路调节系统。由于测pH发送器不能直接安装在罐上,测量滞后较大,调节质量较差。有的工厂采用糖汁入口pH值和出口pH值的串级调节,改善了调节品质,调节系统如图9-52所示。二碳饱充温度较高(接近100℃),目前国产玻璃电极在此温度下使用寿命较短,因此常用锑电极作为测量元件。近年来有的国家研究在二碳按最佳碱度(或pH值)来控制,在最佳碱度下糖汁内的钙盐含量为最低,由于测量上的原因尚未普及使用,但这是二碳自动控制的方向。
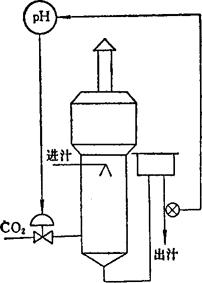
图9-51 二碳pH自动调节系统示意图
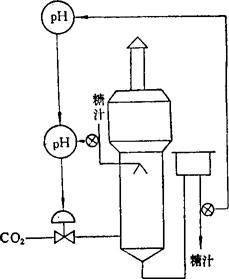
图9-52 二碳pH-pH串级调节系统示意图
5.稀汁硫漂控制系统
喷淋式硫漂罐自动控制系统如图9-53所示。设有糖汁pH自动调节系统,按糖汁pH值控制进入硫磺炉的空气量。此外尚有SO2气体温度自动调节系统,按SO2气体的温度控制硫磺炉冷却器的冷却水量。对于管道硫漂,除要pH自动调节系统外,还应设有使喷射器压力稳定的控制系统。由于硫磺炉系烧块状硫磺,仍摆脱不掉手工操作,因此近年来有些工厂改用硫磺液化,直接控制硫磺添加量,可使控制系统更趋于完善。
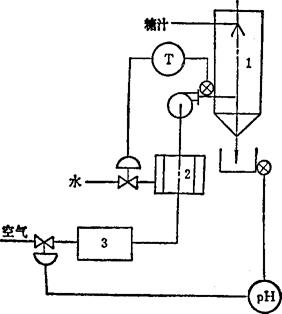
图9-53 稀汁硫漂自动控制系统示意图
1-硫漂罐 2-冷却器 3-燃硫炉
6.加热器温度自动调节系统
原汁、一碳、二碳等加热器都应设有温度单回路调节系统,以保证加热温度的稳定,调节系统如图9-54所示。糖汁温度的控制对清净效果,过滤性能等都有很大影响。在有pH自动调节的情况下,应避免糖汁温度的波动,以免影响pH测量的准确度。
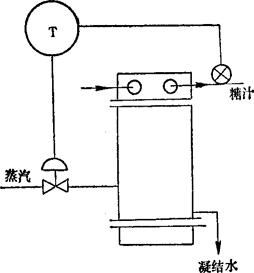
图9-54 加热器温度自动调节系统示意器
7.清净工序液位自动调节系统(即生产均衡调节系统)
此系统可以执行调度人员的部分职能,以保证糖汁清净设备发挥最高的效能,同时又防止糖汁满罐造成停机事故。本系统在渗出器到蒸发罐之间应设有多个中间储箱。按前后储箱的液位讯号来控制糖汁的流量(见图9-55)。可以用前面储箱的讯号作为测量讯号,后面储箱的液位讯号作为调节器的给定值,后面储箱液位讯号增大,相当给定值增大,可以使进汁阀关小。如果前面储箱液面升高,相当于调节器的测量值增大则使进汁阀开大,从而使各储箱之间有机地连系起来,构成了生产能力的自动调节系统,使设备充分发挥效能。目前糖厂一般在一碳和二碳饱充罐后均不设置储箱,饱充罐本身成为缓冲容器,给饱充罐的调节系统工作带来很大困难,增加中间储箱既能改善饱充罐的工作条件,又便于实现生产能力的自动调节。
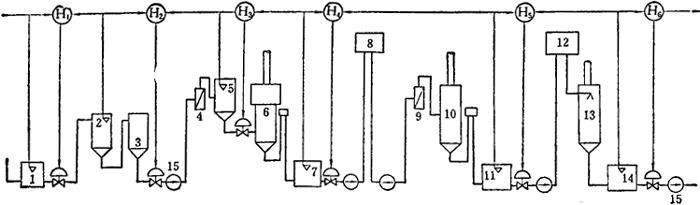
图9-55 清净工序液位自动调节系统示意图
1-渗出汁储箱 2-预灰槽 3-主灰槽 4-原汁加热器 5-反应槽 6-一碳饱充罐 7-一碳汁储箱 8-一碳过滤机 9-二碳加热器 10-二碳饱充罐 11-二碳汁储箱 12-二碳过滤机 13-硫漂罐 14-稀汁箱 15-泵
8.过滤机洗水箱顺序控制
洗水箱系间歇操作,而且操作比较频繁,目前已逐步采用顺序控制,如包头糖厂采用射流元件、阿城糖厂采用电气控制电路都满足了生产上的要求。现就射流控制的简单原理简介如下:图9-56中H1、H2、H3、H4均为气关式阀门,在一个循环前,洗水箱内水是满的,开始操作时,按气按纽,双向升压器右边有讯号输出到阀H2使H2关闭,同时H1打开,洗水箱内洗水经泵去过滤机洗泥。洗水箱液位到下限,低液位讯号“低”,送到双稳元件,使输出信号换向,H1关闭H2打开,热水贮箱内热水送到过滤机洗泥,同时H4关闭H3打开,压滤机的一次洗水回到洗水箱作下一次洗水用。当洗水箱内水位到上限时发出“高”,讯号使H3关闭H4打开,洗水进入甜水箱供石灰消和用。当甜水箱满H4关闭。热水贮箱设有液位自动调节装置,保证热水箱的水位既满足过滤机使用又不致外溢,一般可用简单的位式调节。
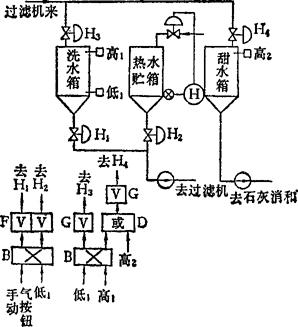
图9-56 过滤机洗水系统射流控制示意图
B-双稳元件 G-单向升压器 F-双向升压器 D-或门元件