影响打浆的主要因素
出处:按学科分类—工业技术 中国轻工业出版社《制浆造纸手册:第八分册纸料的准备》第11页(5672字)
打浆的影响因素很多,主要有打浆比压、刀距、浆料浓度和性质、打浆温度、打浆时间、刀片厚度和材质等。连续打浆时,还有浆料通过量和进浆方式等。
1.打浆比压和刀距
单位打浆面积上所受的力称为打浆比压,以Pa表示。目前生产中还以kgf/cm2表示。1kgf/cm2=9.80665×104Pa
(1)打浆比压与刀距的关系
刀辊与底刀在打浆过程中不是完全接触的,否则,刀间不能滞留浆层,因而失去打浆作用,同时还会损坏刀片。为此,刀间最小距离也应保持在0.08mm以上。
打浆比压与刀距的关系如表10—1—8所示。
表10—1—8
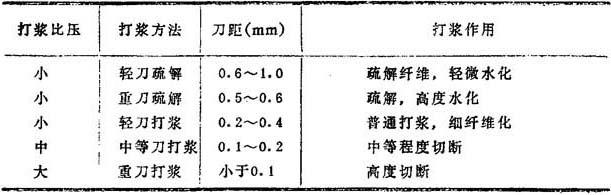
通常,游离状打浆,采用较大的比压,较小的刀距,在纤维尚未充分润胀时,下刀切断,时间要短。粘状打浆采取较小的比压、较大的刀距,用逐步落刀的方法进行较长时间的打浆。
(2)打浆比压的控制
在有调压装置的打浆机中,打浆比压可以根据纸料性质进行灵活调整。在连续串联的打浆设备中,串联的磨浆机刀间距逐次减小,压力逐渐加大,起到如同打浆机分段落刀的效果,有利于充分发挥磨浆机的效能。
在实际生产中,测量打浆比压和刀距使用较为简易的方法,即根据电机的电流大小间接表示。电流安培数高,说明刀距小、比压大,纸料受到的打浆作用也大。
打浆机落刀程度的控制可在升降刀辊的蜗轮处安设刻度盘来指示。圆柱磨浆机可用水压表或气压表的压力来指示加于刀辊上的压力大小。盘磨机和锥形磨浆机多是通过旋转手轮推进螺杆来控制比压和刀距。
(3)打浆比压对纸浆质量的影响
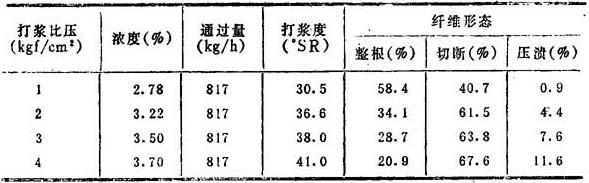
使用圆柱磨浆机,打浆比压对纸浆质量的影响如表10—1—9所示。
表10—1—9
(4)打浆比压与纸张质量的关系
以不同的浆种生产不同的纸种时,所要求的打浆比压范围大致如表10—1—10所示。
表10—1—10

注:1kgf/cm2=9.80665×104Pa
2.打浆浓度
纸料的浓度对打浆的质量有很大的影响。根据近年来打浆工艺的发展,打浆浓度可分为低浓、中浓和高浓三种。10%以下的浓度称为低浓,10~20%的浓度称为中浓,而高浓打浆的浓度则在20~30%,甚至更高。
(1)低浓打浆
在低浓(10%以下)打浆的范围内,打浆浓度较高,则进入刀辊之间的浆层较厚,纤维数量增多,有利于纤维间的挤压和揉搓作用,有助于纤维分散、润胀和细纤维化。同时,单根纤维所分担承受的压力也相应减少,从而减少了纤维的切断作用。
打浆浓度对纤维平均长度和纸张裂断长的影响如图10—1—11所示。

图10—1—7 硫酸盐浆打浆浓度对纤维平均长度(虚线)和裂断长(实线)的影响
1—浆浓6% 2—浆浓4%
打浆浓度提高,适合于粘状打浆的要求。反之,游离状打浆则要求切断纤维,又不希望纤维过多吸水润胀,从而打浆浓度可控制低一些。
打浆究竟以多大浓度为适宜,这要视打浆方式和打浆设备而定。对于打浆机来说,在打粘状浆或一般浆料时,浓度也应高一些,但也要考虑到设备结构的限制。例如,旧式打浆机的浆料浓度可达5~6%,新型打浆机的浆料浓度可达7~8%。
几种纸在打浆机内打浆的浆料浓度实际数据如表10—1—11所示。
表10—1—11

一般连续打浆设备,如圆柱磨浆机、盘磨机、锥形磨浆机等,则多受浆泵和进料操作的限制,不易达到理想的打浆浓度,而一般的打浆浓度多维持在3~6%之间。
(2)中浓打浆
中浓打浆的浆料浓度范围是10~20%,大多是在带有强制喂料装置的特殊的盘磨机中进行的。中浓打浆虽能有助于提高纸张强度,但其效果不甚显着,且动力消耗又较高,因此在工业生产中未获得广泛应用。
(3)高浓打浆
高浓打浆是在60年代末才逐渐成熟的。高浓打浆设备目前多采用附有强制喂料装置的盘磨机,一般采用螺旋推进器,将纸料推进至高浓盘磨机中进行打浆。
高浓打浆主要依靠磨盘间的纸料的相互摩擦,而不是依靠磨盘本身的作用,因此盘磨间的间隙可以加大,从而避免了纤维的过度压溃和切断。
高浓打浆增加了纤维的细纤维化程度和比表面积,提高了纸料的保水值和增强了纤维间的结合力,为此当纸页在纸机干燥部干燥时,成纸的伸长率有大幅度的增加,这对纸袋纸特别有效。
高浓打浆的动力消耗大,另外,设备制造的精密度要求较高,价格较昂贵。
高低浓打浆的成纸性质的比较如表10—1—12所示。
表10—1—12

高低浓两段打浆比较合理,这是由于单纯采用高浓打浆的处理,纤维没有能够得到足够的切断作用,不易保证成纸的匀度。
两段打浆是在高浓打浆之后再经过低浓打浆处理。两段打浆既能体现高浓打浆的优点,又能达到均整和节约用电的目的。只要高浓和低浓两个阶段取得良好的配合,使纤维受到最小的损伤,则纸张的强度和质量均会比单独用高浓打浆或低浓打浆为好。
图10—1—8示出一种高浓盘磨机打浆流程图,它适用于作为生产水泥袋纸的第一段打浆用,而第二段打浆仍用一般的低浓锥形磨浆机。
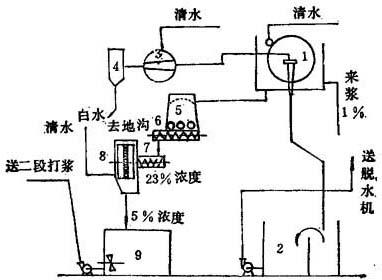
图10—1—8 高浓盘磨机打浆流程图
1—真空过滤机 2—真空过滤机水封池(80m3) 3—真空泵 4—消音器 5—活底料仓 6—送料器 7—喂料器 8—高浓盘磨机(23%浓度) 9—贮浆池
3.打浆温度
打浆时由于纸料和刀的摩擦,以及纤维相互之间的摩擦而产生热量,特别是打粘状浆时更为显着。
漂白亚硫酸盐木浆打浆温度对打浆度的影响如图10—1—9所示。

图10—1—9 打浆温度对打浆度的影响
1—打浆温度20℃ 2—打浆温度40℃ 3—打浆温度60℃
亚硫酸盐木浆打浆温度与裂断长和耐折度的关系如图10—1—10所示。图中实线和虚线分别表示打浆温度与裂断长、耐折度的关系。
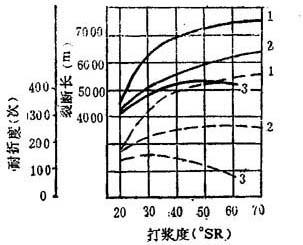
图10—1—10 打浆温度与裂断长和耐折度的关系
1—打浆温度20℃ 2—打浆温度40℃ 3—打浆温度60℃
浆料温度高,影响纤维润胀,打浆时间长,打浆度不易提高,并影响施胶效果和纸张性质。此外,也会使从亚硫酸盐木浆中游离出树脂,增加树脂障碍。
在夏季如因温度高而经打浆工序带来一些麻烦,应考虑采取降温措施。
4.纤维性质和纸料化学组成
一般认为纤维要细而长,长宽比值大,打浆后纤维有较大的结合面积,成纸强度高。
纤维细胞的壁腔比(2×壁厚:胞腔直径)是衡量纤维优劣的另一指标。纤维细胞腔大,细胞壁薄者,即壁腔比小者,纤维柔软,打浆时易被压溃,易细纤维化,成纸强度高。反之,纤维细胞壁厚,壁腔比大者,则纤维显得僵硬,打浆时难于细纤维化,纤维结合力低,成纸强度差。
纸料组成中长短纤维的配比,也是影响打浆和成纸强度的一个因素。在长纤维纸料中配比一部分短纤维纸料,能提高打浆度,增加纤维间的结合力和纸页的匀度和强度,当然短纤维的配比不应过高。
纸料中α—纤维素含量越高或半纤维素含量越低,木素含量越高,打浆越困难。因为这种纸料不易水化润胀,制成的纸强度低,吸收性强,脆性和硬度较大。
纸浆化学成分对打浆性能和纸张性质的影响如表10—1—13所示。
表10—1—13
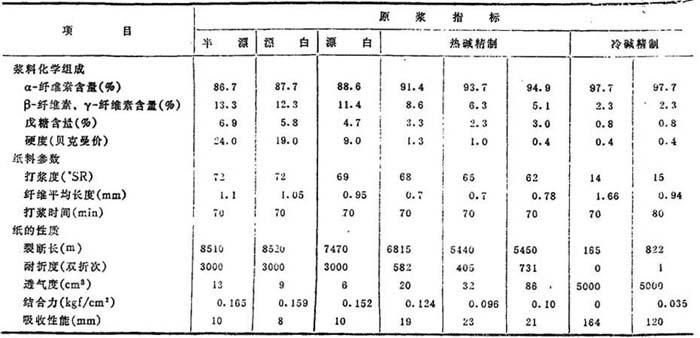
木素对纸张性质的影响如表10—1—14所示。
表10—1—14

5.刀片厚度和材质
刀片厚度和材质也会影响到打浆方式和纸浆质量。例如要打游离状浆,宜广采用薄刀。反之,粘状打浆则以采用厚刀较为适宜,因为厚刀比较不易切断纤维,而较易对纤维进行细纤维化,一般石刀的厚度比钢刀的为大。
使用打浆机打浆各种打浆方式的飞刀厚和底刀厚的大体数据如表10—1—15所示。
表10—1—15

打浆设备的刀片材质,常用的是碳素钢、不锈钢、青铜、玄武岩及人造石等。钢刀使用得最普遍,价格低,但耐磨性较差,易生锈。生产高级纸时,如照相原纸、电容器纸等,纸料中不允许含有铁质,应采用不锈钢刀、青铜刀和石刀等,尤以石刀为好。
6.浆料通过量
在连续打浆设备中,单位时间内通过的浆量,是根据浆料品种与打浆设备串联的台数来决定。当打浆度要求的数值不高时,通过量可增大。
在其他条件不变时,打浆度和浆料温度随浆料通过量的减少而增加,纤维的平均长度也随通过量减少而减低。两台石刀磨浆机串联,处理漂白亚硫酸盐木浆时,不同的浆料通过量对打浆质量的影响如表10—1—16所示。
表10—1—16

7.进浆方式
连续打浆是若干台单机串联操作,其串联方式有两种:封闭式(管道串联)和开口式(浆槽串联)。封闭式流程如图10—1—11所示。

图10—1—11 圆柱磨浆机封闭式串联打浆流程
1—贮浆池 2—浆泵 3—磨浆机 4—调浆箱开口式串联流程如图10—1—12所示。
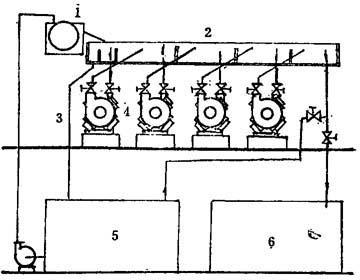
图10—1—12 圆柱磨浆机开口式串联打浆流程
1—脱水机 2—高位箱 3—溢流管 4—磨浆机 5、6—贮浆池
封闭式串联打浆兼有泵的作用,不易产生死浆现象,缺点是操作时看不到产品情况,不易随时根据质量调整操作,浆料摩擦产生的热量不易散失,一般适于2~4台串联。
开口式串联打浆浆中易带入空气,发生溅浆现象(特别是开车时),通过量也较封闭式小,易产生回浆,一般适用于多台串联。