手工矫正
出处:按学科分类—工业技术 江苏科学技术出版社《铆工实用技术手册》第519页(10201字)
铆工所使用的大小工具,其原理不外乎杠杆原理、斜面原理和螺旋原理等,有很多人只会使用手中的工具,而不懂工具的原理,编者有意识地从原理上进行分析,使读者从实践中结合找到理论根据,从而举一反三地制作并合理使用工具。
本节对手工槽制、矫正圆锥台的基本原理进行了彻底详细的分析,使读者理论联系实践,明确槽制方法和矫正方法,从而使读者领悟出制作和矫正各种规格圆筒体、圆锥台和异形连接件(如方圆连接管、圆异口管和三通管等)的方法。
1.利用杠杆原理矫正的窍门
在铆工作业中,常进行各种矫正工作,为叙述方便起见,本文着重叙述小筒形构件的手工矫正方法,如小圆筒、小锥台、小天圆地方等。大型构件的矫正原理与小件基本相同,此从略。
(1)矫正的基本原理
矫正的基本原理是杠杆原理,如图8-8所示。A为力点,B为重点,C为支点,从支点C到力点A的距离叫力臂L2,从支点C到重点B的距离叫重臂L1,根据杠杆原理,P·L1=F·L2,即重臂乘重力为重力的力矩,力臂乘动力为动力的力矩,且重力矩等于动力矩。

图8-8 杠杆原理示意图
A-力点;B-重点;C-支点
另外一个原理是:根据牛顿第三运动定律,两个物体之间的作用力总是同时存在的,它们的大小相等,方向相反。以上两原理结合使用,便是以下所叙述矫正方法的具体实践。
(2)矫正方法
本文以小直径且较薄板小筒体为例叙述其各种缺陷的矫正方法,同样适用于小锥台、小天圆地方,也适用于大规格厚、薄板的机械矫正。
1)错边的矫正
①如图8-9所示,为用第三类杠杆(力点在中间)原理矫正错边的方法之一,A为力点,B为重点,C为支点,将错边的筒体套于固定的槽钢上,错边的原因是B部曲率大,为了使B部减小曲率,可一手握住筒体端部,另手用力猛击A处,B处便向外出,使曲率变小。根据杠杆原理,BC·P=AC·F,因BC>AC,所以F>P,故此第三类杠杆并不省力。但根据牛顿第三运动定健,A、B两点越接近,F和P相差越小。所以使用此类杠杆时,在允许的情况下,应尽量使A、B的距离缩短,达到最大程度省力。
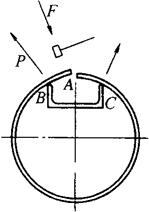
图8-9 矫正错边方法之一
A-力点;B-重点;C-支点
②如图8-10所示,A为力点,B为重点,C为支点,为用第二类杠杆原理矫正错边的方法之二,为了防止用力后产生不平衡而使筒体转动,可在其下部塞以木楔以阻之。根据杠杆原理,由于力臂AC特大于重臂BC,报以F力特小于P力,矫正时特省力,所以说在处理B、C的距离时,应尽量使B、C的距离缩小,使AC的长度增加,既获得满意的矫正效果,又省了力。
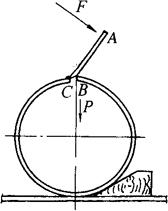
图8-10 矫正错边方法之二
A-力点;B-重点;C-支点
③如图8-11所示,为用第三类杠杆原理矫正错边的方法之三,A为力点,B为重点,C为支点,造成错边的原因是B部内陷,用力猛击A部,B部便向外出,其原理同图8-9。此不重述。
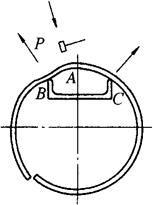
图8-11 矫正错边方法之三
A-力点;B-重点;C-支点
④如图8-12所示,为用第三类杠杆原理矫正错边的方法之四,A为力点,B为重点;C为支点,造成内错边的原因是A处弧过,用力猛击A处,B处外出,A外曲率变大,错边得以矫正。其原理同图8-9。
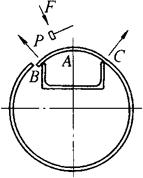
图8-12 矫正错边方法之四
A-力点;B-重点;C支点
2)过掩或间隙小的矫正
如图8-13所示,为用第三类杠杆原理矫正过掩的方法,造成过掩的原因是B部范围曲率过小,为使曲率变大,在此范围内,内部一人衬锤,外部一人沿筒体素线方向锤击,为了得到较大的反作用力,A、B的距离应适当缩小(但不能对顶),并按虚线锤所示多打几条素线,便可将过掩得以矫正。A为力点,B为重点,C为省略了的模糊支点。

图8-13 矫正过掩的方法
A-力点;B-重点;C-支点
根据杠杆原理,尽管A、B离得很近,因为BC>AC,所以F力必大于P力,所以只能放弧而不会上弧。如果在C处再衬一把大锤,则矫正效果会更好。
有人为了省事,只用一把锤从外侧锤击,也能放弧,这时内侧的重点和支点全变为模糊重点和支点了,用筒体的自重代替了,矫正效果比以上两种情况要差一些。
间隙小的矫正,其原理同过掩矫正,放弧后间隙即扩大。
3)间隙大的矫正
如图8-14所示为矫正间隙大的方法,属第二类杠杆,A为力点,B为重点,C为支点,为了防止施力时筒体转动,可在筒体下方塞以木块,当杠杆压下时,间隙便会缩小。
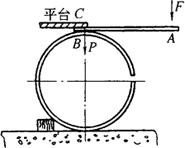
图8-14 矫正间隙大的方法
A-力点;B-重点;C-支点
根据杠杆原理,AC>BC,F力必小于P力,使用时应尽量缩小BC的长度,加大AB的长度,矫正效果好且省力。
4)错口、扭曲的矫正
①如图8-15所示,为用第三类杠杆原理矫正错口的方法,A为力点,B为重点,C为支点,此类杠杆并不省力。根据杠杆原理,因为BC>AC,所以F力必大于P力,但若缩小AB两点的距离,F力和P力就越接近。所以使用时,螺栓A的位置应尽量靠近B点,才能最大程度提高矫正效果和最大程度省力。
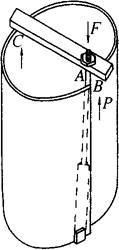
图8-15 矫正错口的方法
A-力点;B-重点;C-支点
②如图8-16所示,为用第二类杠杆原理矫正扭曲和错口的方法,图(a)为矫正半锥台扭曲的方法,图(b)为矫正圆筒体错口的方法,A为力点,B为重点,C为支点,根据杠杆原理,AC>BC,所以F>P,此类杠杆是省力的,使用时,应尽量缩短BC的长度,加大AB的长度。
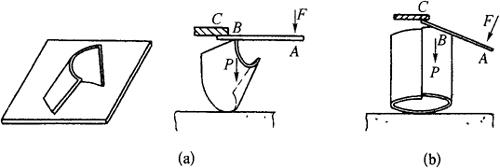
图8-16 矫正扭曲、错口的方法
(a)矫正半锥台扭曲;(b)矫正圆筒体错口
A-力点;B-重点;C-支点
这里主要说一说如图(a)扭曲的矫正方法,无论天圆地方的扭曲还是半(整)扇锥台的扭曲,是各种缺陷中最难使用锤击调整的缺陷,一旦产生调就难了,但有一简易方法,那就是图(a)所示的方法,使扭曲的最长两角置于压杠和地面之间(地面上较合适,不易滑动),通过压杠施力后,神奇般地得以矫正。
2.利用斜面原理矫正的窍门
铆工在组装结构时,除采用杠杆原理矫正各种缺陷外,还采用斜面原理来矫正,常用的工具主要有斜铁、圆锥和斜角钢。
(1)矫正的基本原理
矫正的基本原理是斜面原理,如图8-17所示,为用斜铁矫正错边原理图,将龙门架焊于低的一边,斜铁的斜角为λ,在斜铁的端头施以F力,龙门架便有一处与斜铁接触,其抗力为P(P为垂直斜面),此力可分解为两个分力:P1和P2,P1阻碍斜铁的打入,P2对斜铁不起阻碍作用,要想打入斜铁,使F力等于P1力便可以了(假设无摩擦力),P1力的计算公式是:P1=P·sinλ,即F=P·sinλ。因λ角的正弦值总是小于1,故F力仅为P力的几分之几,使用斜铁总是省力的,在设计斜铁时,λ角的角度越小越省力。
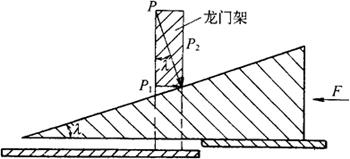
图8-17 斜铁矫正错边原理图
(2)矫正方法
斜铁的使用主要用在球罐的调整纵环缝的错边和间隙、贮罐的纵环缝的错边和钢结构组对中的缩小间隙等。
①如图8-18所示,为日字形卡具立体图,它是一种使用范围较广的卡具,主要用在球罐的调整纵环缝的错边和间隙。将两个带孔方铁5焊于板的两侧,然后套入日字形框架2,圆锥销4调整错边,圆锥销3调整间隙;
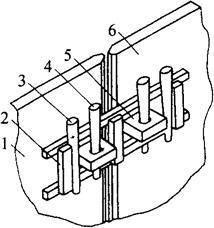
图8-18 日字形卡具
1-球板A;2-日字形框架;3-调节圆锥销;4固定圆锥销;5-带孔方铁;6-球板B
②如图8-19和图8-20所示,为用斜角钢和斜铁矫正错边的情况,主要使用于筒体、封头、弯头的组对调错边。根据被矫构件的刚性决定使用角钢规格,一般从 63×6到
63×6到 100×10不等。
100×10不等。

图8-19 斜角钢矫正错边
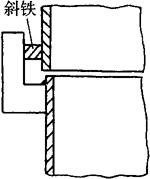
图8-20 斜铁矫正错边
③如图8-21所示,为用圆锥销调整贮罐底层壁板与底板的组对线,用圆锥或斜铁皆可。
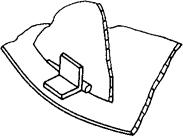
图8-21 圆锥调整位置线
④如图8-22所示,为用斜铁调整钢结构的贴合间隙的方法,图(a)为活动龙门架与斜铁配合使间隙缩小的方法;图(b)为用带斜度的鱼口铁使间隙缩小的方法。
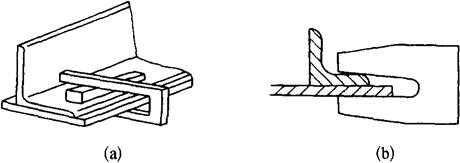
图8-22 斜铁矫正钢结构
(3)焊疤位置和拆挡铁的施力方向
使用斜铁工具时,要将配合使用的挡铁,如日字形卡具的带孔方铁、短角钢、龙门架等点焊在被矫构件上,焊疤的位置和拆挡铁时的施力方向必须引起高度重视,如图8-23所示,按图示位置点焊施力后,焊疤不容易开裂;按图示方向拆除挡铁时,被矫件上留下焊疤,可用砂轮机磨掉而不损害母材;反之,按图示反方向点焊施力后,会将挡铁掀起而不能矫正;按图示反方向拆除挡铁时,不但要费较大的力(短角钢无力矩),而且会将焊疤和母材一起带起而损及母材,这是绝对不允许的。
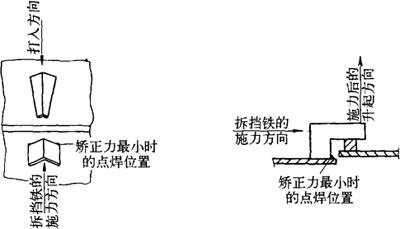
图8-23 焊疤位置和拆挡铁的施力方向
对于点焊位置要根据被矫件的刚性而灵活运用,刚性小时按图示位置,刚性大时可往后顺延,矫正力最大时可换用大规格挡铁并满焊方可满足矫正的需要。
3.利用螺旋原理矫正的窍门
铆工在组装钢结构时,除采用杠杆原理、斜铁原理来矫正各种缺陷外,还采用斜面原理中的螺旋原理。常用的工具有C形卡头、螺旋拉紧器、螺旋压紧器和螺旋推撑器等。
(1)矫正的基本原理
矫正的基本原理是斜面原理中的螺旋原理,如图8-24所示,为螺旋工作原理图,将被矫件放入顶头下,用F力往下旋紧丝杠,加在顶头上的力为P,从丝杠中心到加力杆端头的距离为L,因此,每当螺旋转一周时,动力F所做的功是F×2πL。
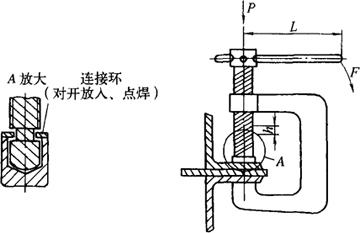
图8-24 螺旋工作原理图
另一方面,当螺旋转一周时,丝杠下降一个螺距h,因此螺旋每转一周时,克服压力P所做的功是Ph。
如果不考虑摩擦力,则根据功的原理得:
F×2πL=Ph
因为h总是比2πL小得多,所以P比F要大得多,即是说在加力杆上加一个很小的力,就可以把角钢压紧。加力杆越长越省力。
(2)应用举例
①如图8-25所示,为C形螺旋夹的几种普通形式,在铆工作业中常使用,如筒体、封头纵环缝的间隙过大,筒体的错口,型钢接触不严等,可用其徐徐压下而矫正。
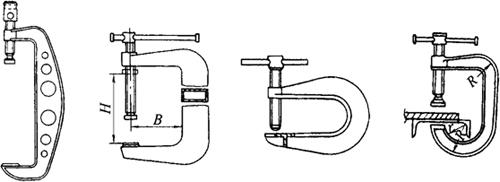
图8-25 C形螺旋夹
②如图8-26所示,为螺旋拉紧器的几种普通形式,主要用在缩小结构的间隙,调错口错边、调长宽和调对角线等。

图8-26 螺旋拉紧器
(a)转动螺母的拉紧器;(b)转动丝杠的拉紧器;(c)简易拉紧器;(d)花篮螺栓
1-扁钢或角钢;2-螺母;3-丝杠及钩;4-双头丝杠;5-螺母;6-钢管;7-钩
③如图8-27所示,为螺旋压紧器的两种普通形式,主要用于调错边、错口和压紧固定结构。
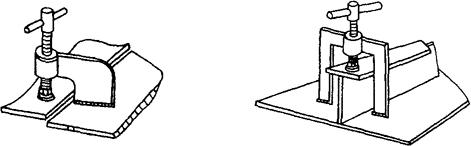
图8-27 螺旋压紧器
④如图8-28所示,为螺旋推撑器的几种常见形式,主要用在圆筒内部调错边、错口,钢结构的调长、宽和对角线等,经改造还可用于砌炉固定耐火砖等。
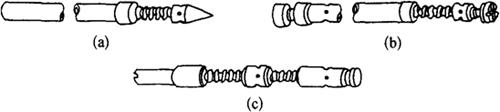
图8-28 螺旋推撑器
4.矫正复合变形的窍门和捷径
最近我们组焊了再生塔的液体分布装置的分布盘,如图8-29所示,在槽形的薄板上焊接若干Φ108×6的无缝钢管,焊接后的变形情况如图8-30所示,既有大面的平弯,又有小面的立弯,还有整体的扭曲,多种形式的变形叠加在一起,给矫正增加了难度。我们按以下方法矫正后,取了满意效果,从而找出了矫正所有变形的规律。
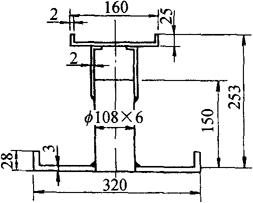
图8-29 液体分布盘施工图

图8-30 管子根部焊后的多种变形
(1)矫正方法
1)粗矫扭曲的两种方法比较
①从根本上粗矫扭曲。上面已经说过,焊接后产生了如此多的变形,归根结底是由于焊接管子所造成,从这一根源着眼,矫正的胎具和方法便有了,如图8-31所示,用两根中间有一定空间的H钢平行并列,由于扭曲严重,不能同时紧贴H钢,可在两端各站一人压下锤击之,这样回弹小、见效快。按图中所示的锤击点击打,随着锤击的继续进行,大面平弯、小面立弯和整体扭曲便逐渐消失,打锤也更方便些了,待大面平弯完全消失时,小面立弯和扭曲也基本消失。
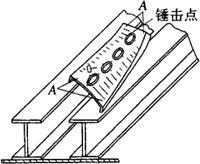
图8-31 矫正大面平弯和粗矫扭曲的方法
A-双脚站立位置
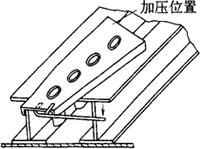
图8-32 矫正扭曲的方法
②从表面上粗矫扭曲。如图8-32所示,为用F型圆钢粗矫扭曲的方法,此法对矫正扭曲见效很快,但扭曲矫正后,大面平弯和小面立弯依然存在,然后再按相应的方法矫正之。矫正时,仍要用锤击管子根部的方法才能见效快。
两法比较,前法矫此利彼、相辅相成,后法矫此损彼、效率极低。
2)细矫小面立弯
大面平弯和扭曲粗矫后,还会有小面的立弯,图8-33为向大面凸起的立弯,图8-34为向大面凹下的立弯,其矫正方法是:将分布盘在H钢上放定后,用锤击打小面立弯,同时配以击打小面内侧根部以助之,是否达到平直,可从侧面观察小面翼沿和H钢上平面间的间隙确定。
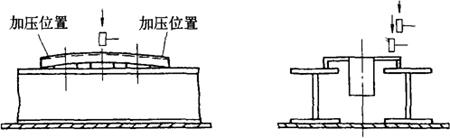
图8-33 矫正小面立弯的方法之一
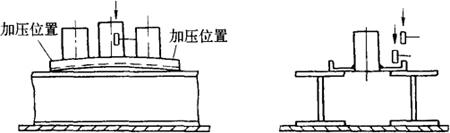
图8-34 矫正小面立弯的方法之二
3)细矫正扭曲
矫正大面平弯和粗矫正扭曲后,用手轻轻按动分布盘,若无撞击声,说明已经无扭曲;若有撞击声,说明还有微量扭曲存在,其矫正方法如图8-35所示,将扭曲的端头悬置于H钢外,在用锤击打翘高的一角的同时,用脚踏住其对角以配重,同法矫正另一端。将分布盘退回H钢,再检查,再矫正,直至无扭曲,此法叫做悬空法。

图8-35 矫正大面扭曲的方法
(2)找定的矫正规律
在矫正某一构件前,不管它有几种复杂变形叠加在一起,也不管它的断面形状有多复杂,应先找定引起变形的原因,这就是找根,根源找到,便可采用相应的措施进行矫正。
如本例的复杂变形,是由于管子根部的焊接这唯一原因引发的,找矫正方法就应从这里着手,想方设法将受热后收缩的根部延展伸长,所有变形便会基本消失,这就是矫正此构件的主矫方法。为了能容下管子,所以才采用了中间有一定距离的并列H钢形式作为矫正胎具,然后再配以其他手段矫正其他微小缺陷。
5.矫正扭曲的窍门
在铆工、钳工工作中,常遇到扭曲矫正,是矫正工作中难度最大的一种,以下分析总结出产生扭曲的基本原理和最佳矫正方法。
(1)产生扭曲的基本原理
如图8-36所示,为形成扭曲和矫正扭曲原理分析图。板条经在斜口剪床剪切后,由于受到一个斜方向的剪力,使剪后的扁钢条产生了扭曲。可以作这样一个试验:剪一块0.2 mm×50 mm×200mm的铝板条,以手作压力,沿A-A方向槽制后形成正圆,沿B-B或C-C方向槽制后分别得到以A-A为对称轴的不同方向的扭曲板。
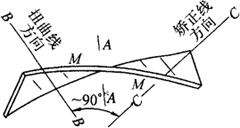
图8-36 形成扭曲和矫正扭曲的基本原理
产生扭曲的基本原理是:以A-A为对称轴(或近似对称,此轴线范围未产生扭曲),任一对称位置产生了宽度上的反方向的位移,如图中的M点,这就是扭曲的实质。
(2)矫正扭曲的方法
1)手工矫正
①低效方法。在台钳上或在两立限位铁中放置扭曲板条,用扳手反方向扳折,从端头往中间逐段进行;而后调头,也是由端头至中间。这种方法也能达到矫正目的,但效率很低。
②高效方法。如图8-37所示,为高效手工矫正扭曲扁钢条方法,将扁钢条的中部夹于台钳上,此夹力应紧些,以增加矫正效果。用扳手由中向外逐段扳扭,并遵循矫枉过正的原则进行,便可高效地得以矫正。

图8-37 手工矫正薄扁钢条扭曲的最高效方法
1、2、3、4-矫扭曲顺序
2)压力机矫正
如图8-38所示,为在卧式压力机上矫正扭曲H钢的方法。矫正H钢的扭曲就相当于矫正厚度等于翼板宽度的一条扭曲了的扁钢条,矫正前必先确定扭曲线方向,以免适得其反。

图8-38 在卧式压力机上矫正扭曲的方法
①确定扭曲线的方法。剪一小纸长条,按H钢扭曲方向进行扳折,便可很容易的确定扭曲线的方向;
②斜置胎具的角度。扭曲线方向确定后,矫正胎具的放置方向与扭曲线方向约呈90°,与水平线约呈40°~45°,矫正时以压力控制其矫正效果。
③矫正方法。本着宁欠勿过的原则,以较小压力从一端到另一端先压一遍,视矫正程度再增加压力压一遍,直至矫正。
立式压力机矫正同理,此略。
3)千斤顶龙门架矫正
如图8-39所示,为用千斤顶配龙门架矫正扭曲H钢的方法。
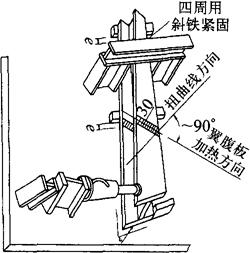
图8-39 千斤顶、龙门架矫正扭曲的方法
①胎具设计:
a.龙门架。龙门架的高度应比H钢的高度加出一个斜铁的厚度,以便用斜铁紧固;其两腿跨度应比翼板宽度加出一个斜铁厚度,使用时一侧靠龙门架腿,另侧用斜铁打紧。周向应尽量紧固,以增加矫正效果。
b.千斤顶支撑位置。应先将H钢放正,将千斤顶顶头缩至最低位置,根据千斤顶的总高度确定支撑位置。
c.限位铁。在千斤顶的对侧下翼沿位置设置限位铁,以使上下翼板产生反方向移动。
d.垫铁。大约以中部为界,在龙门架侧下垫以厚度为20~30mm钢板,千斤顶侧悬空,以利产生反方向扭曲。
②矫正方法:对于H钢的矫正,由于规格、板厚和焊肉大小等因素的不同,任何高明的人都没有一个确定的矫正参数,只能遵循宁欠勿过的原则由试验方法取得,然后才能批量矫正。
a.加热。由于H钢的刚性较大,冷矫回弹大,效果差。一般采用热矫,其加热宽度,为了提高加热速度并考虑到矫正效果,最窄不得低于30mm;其方向与扭曲线方向约呈90°,上下翼板和腹板皆要同方向加热;加热位置大约在中部;加热温度约600~700℃;为了提高工效,在将H钢放入胎具后便可开始加热,不必等到全部紧固后才加热。
b.矫正力的确定。在加热温度一定的前提下,矫正力的大小应以顶杆的伸出长度显示。本着宁欠勿过的原则,以较短的伸出长度先顶一次以试之,并记下顶杆的伸出长度,视矫正程度,可再增加一些伸出长度第二次试矫,也加热至同样温度,直到确定出最佳矫正效果的伸出长度。以此伸出长度为基本参数,根据每根H钢的扭曲程度适当加减。如扭曲程度最大时伸出长度为190mm,比之稍差时可减为180mm,稍微见出扭曲时也不能低于170mm。
c.施扭力位置。千斤顶顶于一端头的上翼板,龙门架紧固于另一端头,两者若设置于近端头会降低矫正效果。
d.撤去矫正力时间。当顶到确定的伸出长度后,为了巩固矫正效果,不要立刻撤去顶力,一般冷却10min后撤掉。
e.浇水。加热的目的是为了增加塑性减少回弹量而达到矫正目的的,而不是利用冷却后的收缩而达矫正目的的,所以冷却时不用浇水。