挤出机头设计
出处:按学科分类—工业技术 江苏科学技术出版社《模具工简明实用手册》第269页(2341字)
(一)管材挤出机头(图2.2-24)
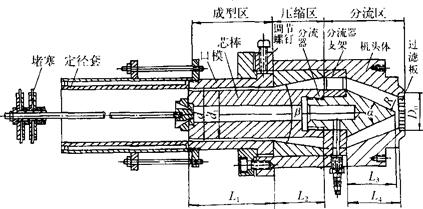
图2.2-24 管材挤出机头
1.机头结构设计
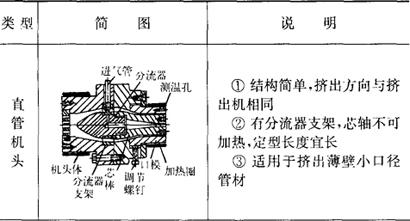
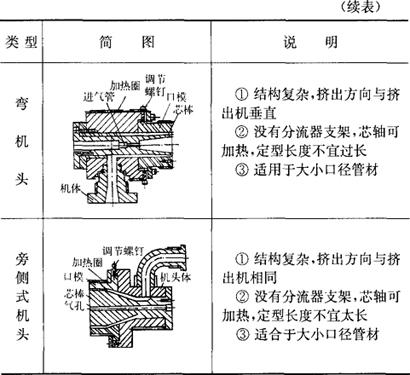
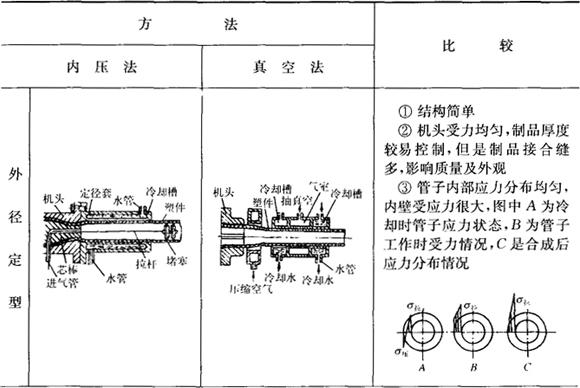
(1)结构形式(表2.2-71)
表2.2-71 管材机头结构形式
(2)尺寸计算(表2.2-72)
表2.2-72 管材机头尺寸计算

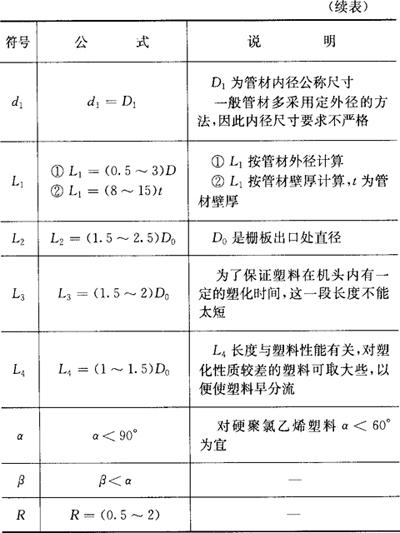
注:表中符号意义见图2.2-24。
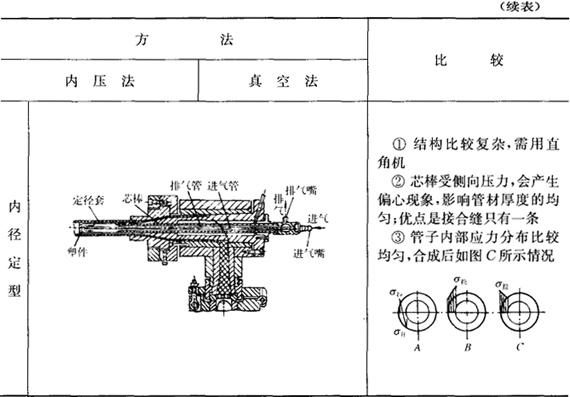
2.冷却定型设计
因为口模处的温度很高,以致制品被挤离口模后温度还相当高,尚需进一步定型和冷却,才会得到正确的管状和尺寸。常用的定型方法和结构见表2.2-73。
表2.2-73 管材定型方法
3.拉伸比
塑件挤出经冷却定型后,由牵引装置以适当的速度进行牵引,在牵引过程中进一步调节制品的尺寸和改善制品的质量。一般牵引速度必须与挤出速度相适应,才能保证均匀地引出制品、调节尺寸和保证质量。牵引速度过大,则塑料制品产生变薄甚至拉断、组织不密实、内部有真空泡等弊病;牵引速度过小,则使塑件变厚,产生波纹。
由于牵引作用,塑件的壁厚将变薄、尺寸将变小。反映这一过程变形程度的量即通常所说的拉伸比,是指口模与芯棒所形成的空间截面积与挤出管材截面积之比。各种塑料最合适的拉伸比见表2.2-74。
表2.2-74 各种材料的最佳拉伸比

(二)吹塑薄膜机头
塑料薄膜可以用压延、流延、拉伸、吹塑以及扁平机头直接挤出等方法生产。其中吹塑法最经济,而且物理机械性能良好,因此应用日益广泛。
常用的几种机头结构包括:
1.芯棒式机头(见图2.2-24)
2.十字形机头(见图2.2-25)
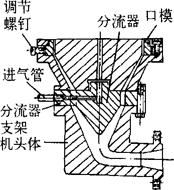
图2.2-25 十字形机头
3.螺旋机头(见图2.2-26)
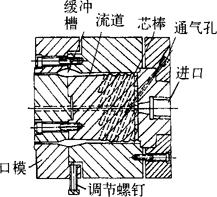
图2.2-26 螺旋机头
4.旋转机头(见图2.2-27)
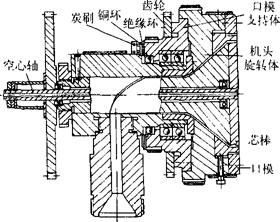
图2.2-27 旋转机头
(三)机头与挤出机的关系
1.生产效率与塑化能力
所设计模具的生产效率应与挤出机的塑化能力适应。有关挤出机的主要参数见表2.2-75。
表2.2-75 挤出机连接部分尺寸表(机头连接形式Ⅰ、Ⅱ)
2.连接形式
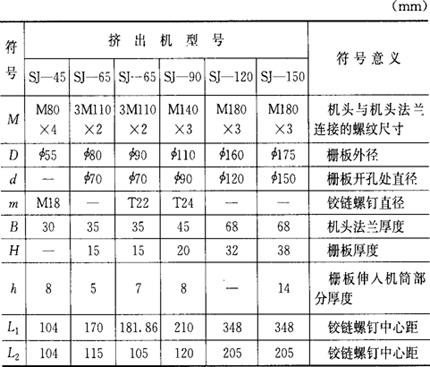
挤出机的型号不同,连接方式亦不同。常见挤出机的连接形式见图2.2-28~2.2-30,连接尺寸见表2.2-75、2.2-76。
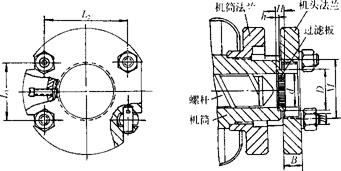
图2.2-28 机头连接形式(Ⅰ)
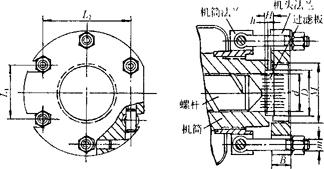
图2.2-29 机头连接形式(Ⅱ)
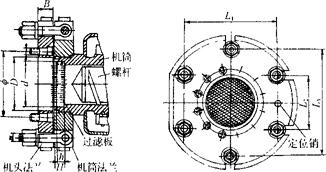
图2.2-30 机头连接形式(Ⅲ)
表2.2-76 机头连接形式Ⅲ的连接尺寸 (mm)
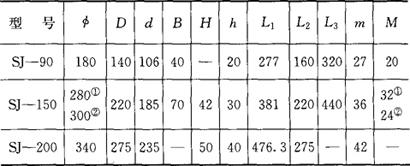
注:1.表中①是安装管材机头尺寸;②是安装板材机头的尺寸。
2.表中符号意义:
Φ——机头与机头法兰连接的内六角螺钉中心距;
D——机头与机头法兰连接的定位孔直径;
d——栅板外径;
B——机头法兰厚度;
H——机筒安装栅板处厚度(深度);
h——栅板厚度;
m——机头与机头法兰连接的内六角螺钉直径;
M——内六角螺钉直径;
L1、L2、L3——铰链螺钉中心距。