电火花线切割加工
出处:按学科分类—工业技术 江苏科学技术出版社《模具工简明实用手册》第522页(2301字)
(一)电火花线切割加工原理、特点及应用(表7.4-11)
表7.4-11 电火花线切割加工原理、特点及应用

(二)电火花线切割机床
线切割机床按电极丝运动的线速度,可分高速走丝和低速走丝。电极丝运动速度在7~10mm/s范围内的为高速走丝,低于0.2mm/s的为低速走丝。
1.数控线切割机床的构成
如图7.4-11所示,数控线切割机床由以下五部分构成:
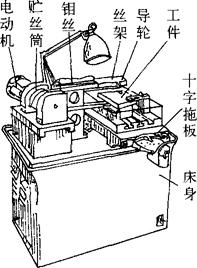
图7.4-11 数控线切割机床
①加工机床本体,由纵横移动工作台部分,电极丝驱动部分,其他部分(包括头部、支柱部、加工槽、锥度加工装置部分等)构成。
②加工电源装置,多采用由晶体管放电电器组成的脉冲电源。
③控制装置,采用电脑数控(CNC)方式,具有加工自动化、高精度化、最佳化多种控制机能(如电极丝偏置、镜像、断丝处理、加工条件自动变换、自动定位找中心、自动穿丝等)。
④自动编程装置。
⑤加工液供给装置,其作用是恢复极间的绝缘,产生放电爆炸压力;冷却放电加工部分排出放电加工产物。
金属丝多选用直径0.05~0.25mm的黄铜丝、铜丝、钨铜合金丝。其中常用直径0.10~0.20mm钼丝。其走丝速度分慢速走丝(1~3mm/s)和快速走丝(5~10mm/s)两种。
加工液通常采用去离子水、乳化油等。
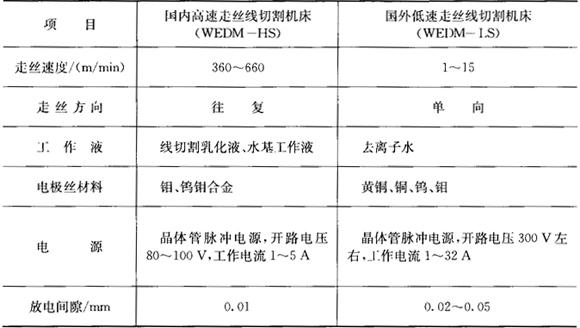
2.常用线切割机床的型号与技术参数(见表7.4-12)
表7.4-12 我国生产的线切割机床的型号与技术参数

注:高速与低速走丝线切割机床的主要区别
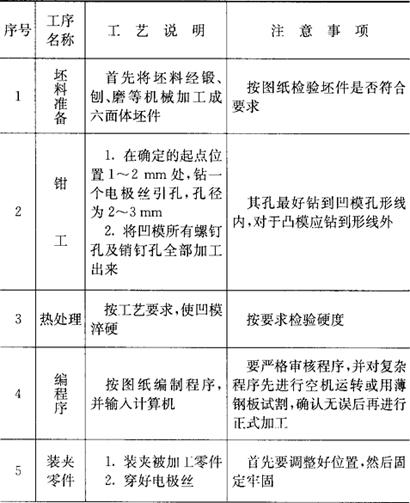
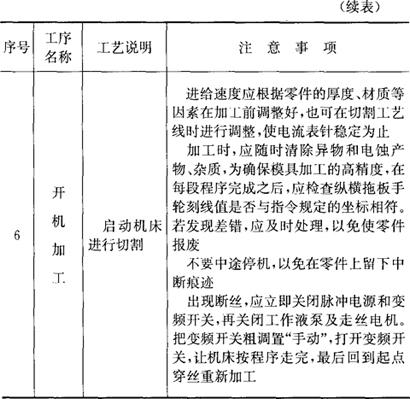
(三)电火花线切割加工工艺
加工工艺见表7.4-13。
表7.4-13 电火花线切割加工工艺
(四)数控程序编制方法
1.加工指令
斜线的加工指令有四种,平行于坐标轴的线称为直线,如图7.4-12所示。圆弧的加工指令有八种,如图7.4-13所示。

图7.4-12 斜线(直线)加工指令
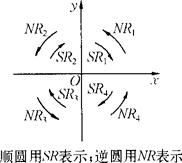
图7.4-13 圆弧加工指令
2.计算方向
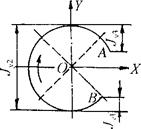
选取X拖板方向进给总长度来进行计数的称为计X,用Gx表示。选取Y拖板方向进给总长度来进行计数的称为计Y,用Gy表示。为了保证加工精度,必须正确选取计数方向,如图7.4-14所示。
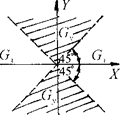
(a)斜线计数方向的选取
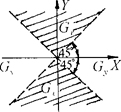
(b)圆弧计数方向的选取
图7.4-14 计数方向选取
3.计数长度
计数长度应取从起点某个方向拖板移动的总距离。当计数方向确定后,就是被加工直线(或曲线)在该方向投影长度的总和。圆弧可能跨越几个象限,必须正确计算计数长度,如图7.4-15所示。
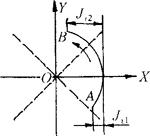
(a)取G1计数长度
(b)取G1计数长度
图7.4-15 圆弧计数长度计算
4.间隙补偿
是通过数控线切割机进行偏移运算来实现的。把圆弧半径加大称为正补偿,把圆弧半径减小称为负补偿。在图7.4-16中,当输入凸圆弧 程序以后,线切割机能自动地把它变成
程序以后,线切割机能自动地把它变成 的程序(作正补偿时),或变成
的程序(作正补偿时),或变成 的程序(作负补偿时)。对于图示零件DEFGHI,只要通过间隙补偿同时改变三处圆弧的程序(斜线的程序不变)就可得到不同尺寸的零件D′E′F′G′H′I′和D″E″F″G″H″I″,从而满足模具零件的某种配合要求。因此,有了间隙补偿能大大减少编程工作量。在无间隙补偿的情况下,上述零件必须单独编制程序。
的程序(作负补偿时)。对于图示零件DEFGHI,只要通过间隙补偿同时改变三处圆弧的程序(斜线的程序不变)就可得到不同尺寸的零件D′E′F′G′H′I′和D″E″F″G″H″I″,从而满足模具零件的某种配合要求。因此,有了间隙补偿能大大减少编程工作量。在无间隙补偿的情况下,上述零件必须单独编制程序。
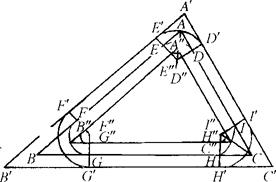
图7.4-16 间隙补偿示意图
5.程序格式
必须参考数控线切割机的使用说明书。