烧结焊剂
书籍:不锈钢实用手册
出处:按学科分类—工业技术 中国科学技术出版社《不锈钢实用手册》第951页(711字)
制造烧结焊剂所采用的原材料与制造焊条所采用的药皮原料相接近,对成分和颗粒大小均有严格要求。按照给定的比例配料后先进行干混合,然后加入粘结剂(水玻璃)进行湿混合,混合均匀后送入造粒机加工成颗粒状,然后将颗粒状焊剂进行150~200℃温度的固化、干燥,最后送入烧结炉内进行烧结。经400~500℃烧结后成为低温烧结焊剂,经700~1000℃烧结者为高温烧结焊剂。
烧结焊剂制造工艺简单,不要复杂的熔炼设备,与熔炼焊剂相比有下列特点:①该焊剂无需用电弧炉熔炼,避免了石墨混入焊剂中,去除了向焊缝金属中增碳的可能性;②焊缝金属合金元素烧损少,且在焊剂中渗入合金元素还有利于向焊缝金属过渡,以提高焊缝金属的耐腐蚀性能和低温韧性;③焊接工艺性较好,没有像采用熔炼焊剂施焊时那样在焊缝两边粘渣严重和脱渣性差的现象。
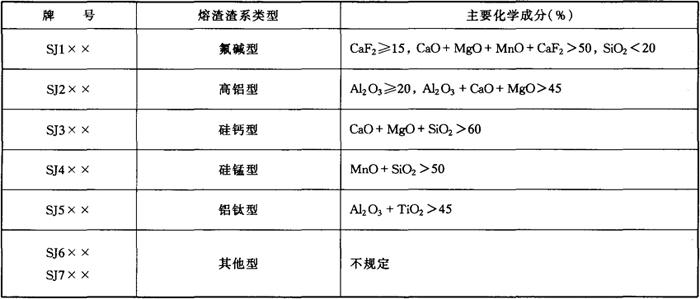
我国烧结焊剂的牌号以字母“SJ”和三位数字表示。“SJ”表示埋弧焊用烧结焊剂;其后第一位数字表示焊剂熔渣渣系(见表5-16);第二、三位数字表示同一渣系类型焊剂的不同编号,按01,02,…,09顺序排列。熔炼焊剂的牌号举例如下:
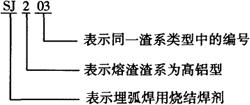
表5-16 烧结焊剂的熔渣渣系
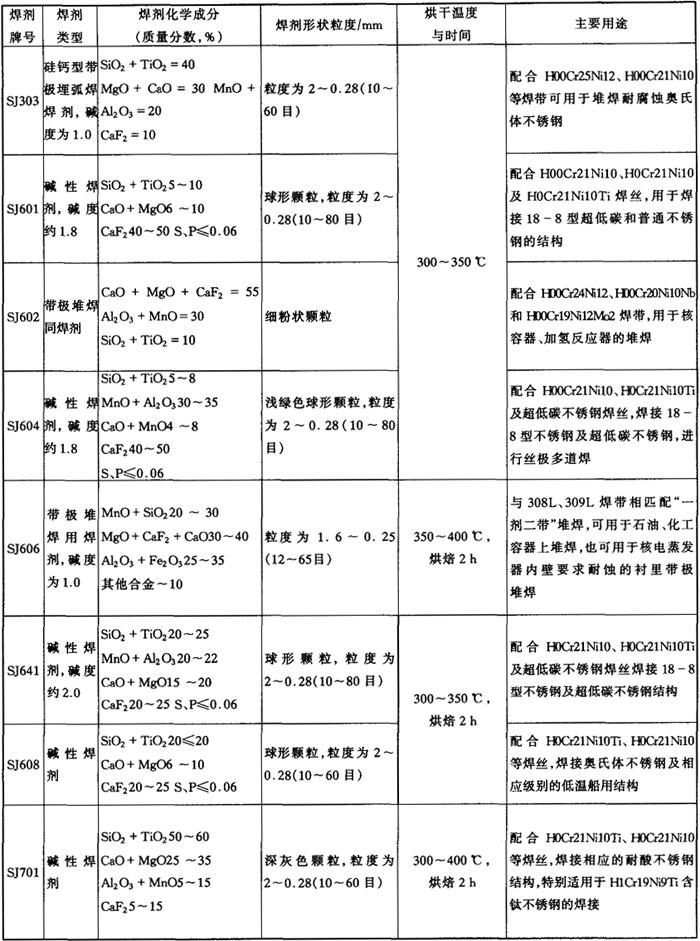
不锈钢埋弧焊用烧结焊剂的牌号和主要化学成分及主要用途见表5-17。
表5-17 不锈钢埋弧焊用烧结焊剂及主要用途