工作原理
出处:按学科分类—工业技术 中国轻工业出版社《中国食品与包装工程装备手册》第662页(1358字)
热型形-充填-封口机型式很多,完成包装操作的方式也不相同,但均在机上实现容器热成型、物料充填、容器与覆膜封合三个主要功能。
通常组成此类机器的主要部件及功能如下:
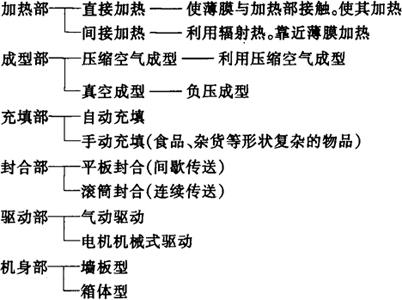
1 热成型
1.1 加热
加热方法有直接加热和间接加热两大类。由于直接加热过程中加热元件与片材直接接触,具有加热不均匀、温度控制精确度要求高的缺点,一般不采用。目前常用的间接非接触式加热方法有:
1.1.1 热气流加热 用高温热气流直接喷射到被加热材料上;
1.1.2 热辐射加热 加热器产生辐射热来加热材料,其辐射热能来自光谱的红外线及电磁波。
塑料材料对一些远红外波长有强烈的吸收作用,加热效率高。热成型充填封口机大多采用远红外加热装置。
1.2 成型
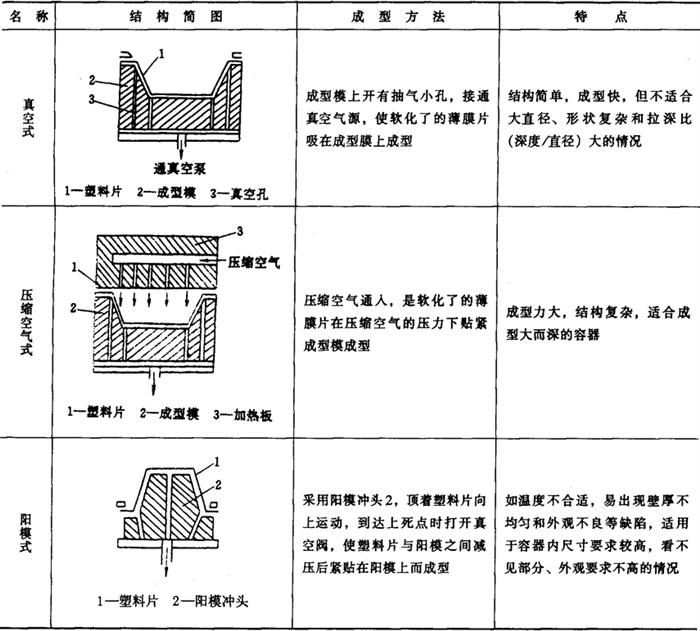
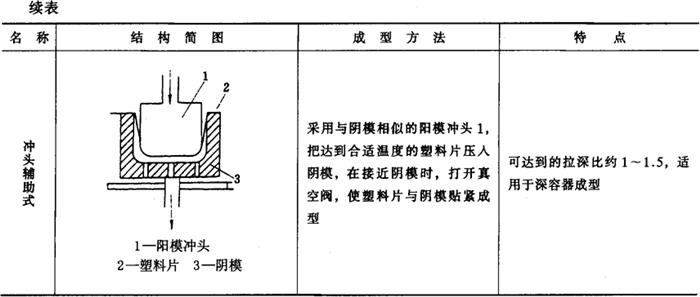
当薄膜温度达到塑化温度时,即可使薄膜成型。热成型方式有气体压差式成型和机械模压式成型两种,气体压差式成型又可分为真空式、压缩空气式和综合式,如表2-8-2所示。
表2-8-2 常见容器热成形方法
2 充填
热成型-充填-封口机使用范围广,其充填方式根据物料的不同特性变化很大,尤其是在直线间歇式热成型-充填-封口机上,随着其包装用途的不同,充填装置的差异很大,有时甚至是一独立的计量充填机,而且人工充填的情况也不少见。
在热成型-充填-封口机上,对颗粒料、粉料、粘稠状料、液料经常采用容积式计量充填方式。主要有:柱塞式、计量泵式、定时式等;对于需要单个包装的粒状物料,如药品,多采用振动给料或多头管状充填方式;松散的颗粒料、粉料等-般采用振动给料、称量充填方式。
3 封合
热成型-充填-封口机上封合成型容器及覆膜通常有两种方式:一种是直接将成型膜和覆膜界面热熔加压封合;另一种是使用表面涂有热熔胶的覆膜材料,在一定的温度下,热熔胶熔化,并在压力下粘接封合。一般来说,第一种方式热合温度高于第二种方式,前者热合温度常在120~200℃,后者在100~130℃。
当热封合面要求具有足够的强度和美好的外观时,可采用花纹粘接面。常见的花纹如图2-8-2所示。
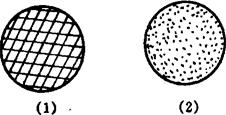
图2-8-2 热封面的密封花纹
(1)线密封花纹 (2)点密封花纹