直线间歇式热成型-充填-封口机械
出处:按学科分类—工业技术 中国轻工业出版社《中国食品与包装工程装备手册》第664页(2599字)
1 机构及工作原理
图2-8-3所示为直线间歇式热成型-充填-封口机工作示意图,其工作过程沿直线行进方向顺序完成。
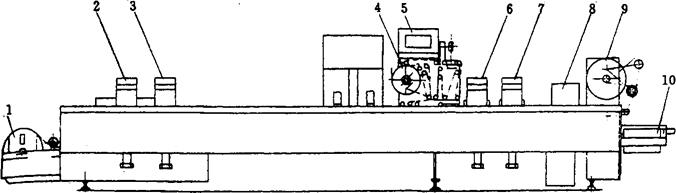
图2-8-3 直线间歇式热成型-充填-封口机工作示意图
1-成型塑片 2-加热装置 3-成型装置 4-覆膜 5-控制箱 6-封合装置 7-冷却器 8-冲裁装置 9-余料收集装置 10-输出装置
图2-8-4所示为直线间歇式热成型-充填-封口机工作示意图。工作时,成型薄膜在主传动机构的驱使下作向前间歇运动。首先,成型薄膜进入加热工位1,加热装置温度可调,当薄膜温度达到预定塑化温度,前进至成型工位10,薄膜被抽吸或压制成预定形状的容器,继续向前至充填工位2充入物料,必要时可采用二次充填。然后移至封合工位热封9,最后抵达冲裁工位6,在此,包装成品被冲裁输出,废膜则由废膜输出装置卷走。
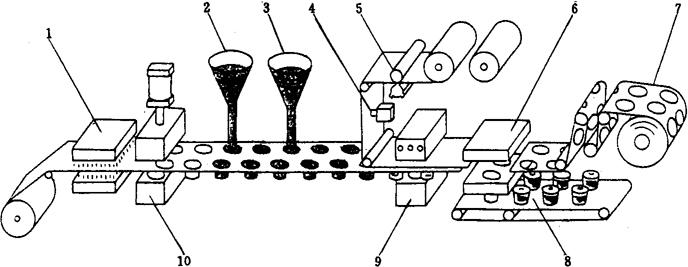
图2-8-4 直线间歇式热成型-充填-封口机工作示意图
1-加热 2-第1充填 3-第2充填 4-光电传感器 5-薄膜架 6-冲裁 7-余料 8-成品 9-热封 10-成型
显然,直线间歇式热成型-充填-封口机使用卷状薄膜材料。
在直线间歇式热成型-充填-封口机上通常有这样一些辅助装置:光电定位装置、打印装置、杀菌装置、抽真空、充气装置,可根据包装不同物品的需求选择使用。
2 直线间歇式热成型-充填-封口机典型工作部件
2.1 成型塑片输送装置
成型塑片输送装置有夹持器式和成型带式两种输送装置。
2.1.1 夹持器式输送装置
夹持器式输送装置系由成型塑膜架和夹持器牵引装置组成。
成型塑膜架如图2-8-5所示,卷料从一组料辊上输出,其中-送料辊为主动辊,气缸或弹簧加力的张紧辊起储存多余卷料,并防止卷料松弛的作用。
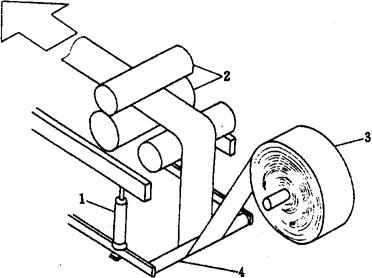
图2-8-5 成型塑膜架
1-气缸 2-送料辊 3-卷料辊 4-张紧辊
夹持器牵引装置如图2-8-6所示,它是利用链条上的针或夹钳使卷料向前移动。
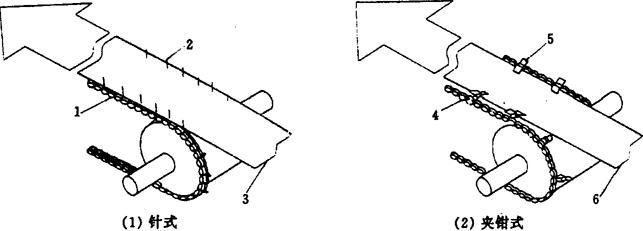
图2-8-6 夹持器牵引装置
1-链条 2-针 3-卷料 4-链条 5-夹钳 6-卷料
2.1.2 成型带式输送装置(图2-8-7)
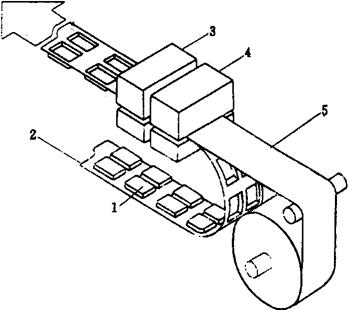
图2-8-7 成型带式输送装置图
1-成型容器 2-成型输送带 3-成型装置 4-预热装置 5-卷料
成型带式输送装置的成型塑膜架机构与夹持器式输送装置基本相同,它利用与容器相吻合的成型带牵引卷料。
2.2 成型装置
常见的成型装置结构如图2-8-8所示。它是由成型模具、支架和传动件组成,集加热、成型为一体。上模内装有远红外加热管,由温控器控制其温度;下模内设有冷却水道及抽气孔,采用负压成型方式。
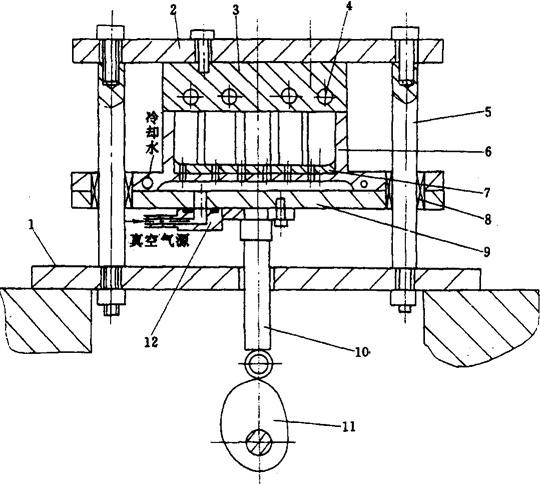
图2-8-8 直线间歇式热成型-充填-封口机的成型装置图
1-底板 2-上板 3-上模 4-加热管 5-导杆 6-下模 7-垫板 8-直线轴承 9-板 10-杆 11-凸轮 12-气管接头
成型模具是成型装置的关键部件。模具的直立面有一定斜度α,阳模为2°~5°;阴模为0°~2°。成型模腔气孔直径d为0.5~1mm。成型的薄壁部位及大平面设有加强筋,以增加容器结构刚性。
2.3 封合装置
间歇地将覆膜与成型容器界面加热、加压,使之密封。容器的周边封口可-次完成,对于真空-充气式,其周边封口常不止一次。典型的封合装置如图2-8-9所示。该装置的传动件和支架与成型装置相似。

图2-8-9 直线间歇式热成型-充填-封口机的封合装置图
1-上板 2-上封合板 3-电加热管 4-垫 5-导杆 6-下封合板 7-直线轴承 8-下板 9-杆 10-滚轮 11-凸轮
2.4 冲裁装置
常用的冲裁方法有纵裁、横裁和模型裁3种。纵裁多用滚刀方式如图2-8-10(1)所示;横裁多用插刀方式如图2-8-10(2)所示;模型裁刀具如图2-8-10(3)所示。
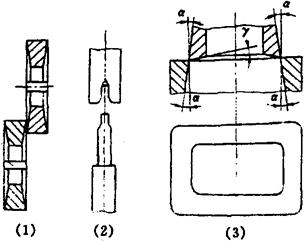
图2-8-10 直线间歇式热成型-充填-封口机的冲裁刀具
(1)纵裁滚刀 (2)横裁插刀 (3)模型裁刀具
图2-8-11所示为一典型的模型冲裁刀具。其传动及支架与成型装置相似,凸轮12每转动1周,裁切1次。
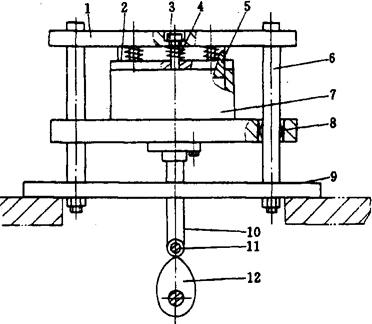
图2-8-11 直线间歇式热成型-充填-封口机的冲裁装置
1-上板 2-压板 3-螺栓 4-弹簧 5-切刀 6-导杆 7-切刀 8-直线轴承 9-板 10-杆 11-滚轮 12-凸轮