电阻焊三片罐辅助装备
出处:按学科分类—工业技术 中国轻工业出版社《中国食品与包装工程装备手册》第692页(1787字)
本章第2节已介绍了电阻焊三片罐成套装备的工艺流程,用户可根据不同用途的金属包装罐,选用相应的制罐设备,为了组成生产线,在主要设备选定后,需用辅助设备将罐输送到各道工序。本节介绍的辅助设备,主要指各工序间联接所需的升运机、输送机及导笼等。
1 升运机
1.1 选用原则
当完成罐身焊接、补涂、烘干工序后,需选用一定高度的升运机,将罐身升运到输送机上,然后通过导笼将罐身从高处向低处流向下道工序(倒翻边)。翻边工序完成后,需选用一定高度的升运机,将罐身再升运到输送机上,通过导笼将罐身转送到下道工序(倒封罐)。用户可根据不同工艺流程,选用不同高度、不同数量的升运机,以完成工序间的周转。
1.2 基本原理和主要结构
升运机基本原理是将罐身通过输送带提升到一定高度,经导笼流入输送机。因结构不同,其具体原理亦不同,目前常用的有二种原理、三种型式。
1.2.1 磁性带式弧型升运机 罐身轴向送至输送带,其上端为弧型,输送带背面装有永久磁铁,可吸住罐身。输送带通过电机、链轮、涨紧轮贴在磁铁盒表面向上运动,完成罐身升运工作。
1.2.2 夹持式提升机(图2-10-3) 罐身由导笼滚入磁性导轮,通过磁性导轮的磁力与柔性钢带的承托,将罐身送到两平行向上运动的皮带中,靠皮带夹持力将罐身提升到一定高度,再通过导笼流入输送机或下道工序。主要用于细长罐升运。

图2-10-3 夹持式提升机
1.2.3 磁性带式直型升运机(图2-10-4) 罐身由上道工序滚入磁性圆盘,圆盘靠直型输送带传动,输送带背面装有永久磁铁,吸住罐身。输送带将罐身输送到上端,上端装有圆盘及护栏,强迫罐身改变方向,流入输送槽。
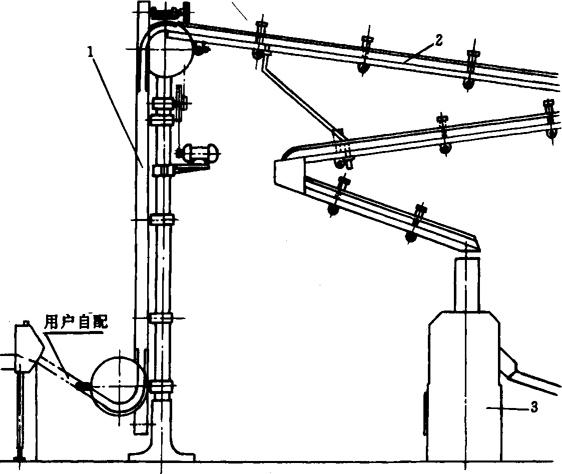
图2-10-4 磁性带式型升运机(输送机)示意图
1-磁性带式型提升机 2-折形式输送槽 3-四头翻边机
升运机的原理虽有不同,但主要结构大致相同。主要由机架、涨紧、传动、输送、润滑、电气等部分组成。
2 输送机
2.1 选用原则
当金属罐各工序间需联接、输送、贮存时,选用输送机。输送机与升运机配套使用。
2.2 基本原理和主要结构
输送机基本原理是将罐身经升运机提升到一定高度后,通过导笼流入输送机,然后再分送到下道工序。由于结构不同,输送罐身的具体原理亦不同,目前常用的有二种原理、三种型式。
2.2.1 双层环行式输送机 当罐身由提升机升运到输送机后,罐身立在环行输送机的无接头铜丝绳上,铜丝绳在导槽内滑动,两侧有护板挡着罐身侧面,并在电机带动下带着罐身平移,需转入下道工序时,通过挡块将罐身推送到导笼,罐身由高向低滑至下道工序。主要用于高速生产线中。
2.2.2 折形式输送槽(图2-10-4) 当罐身由提升机升运到输送槽上端,罐身靠自重沿着有倾斜角度的槽,由高向低滚动,到转折处,改变滚动方向,一直滚动到下道工序。该机不需动力,主要用于低速生产线中。
2.2.3 链条式贮运机 该机采用双排链条,链条上放有小平台,罐身立于小平台上被链条带动完成贮运工作。主要用于细长罐贮运。
输送机的原理虽有不同,但主要结构大致相同。主要有机架、传动、输送、护栏、电气等部分组成。