发酵乳
出处:按学科分类—工业技术 中国轻工业出版社《软饮料工业手册》第477页(11333字)
(一)发酵乳及其种类
发酵乳(Fermented milk)是乳或含有与之同等以上的无脂乳固形物的乳经过乳酸菌或酵母发酵生成的糊状或液状物质。发酵乳中的无脂乳固形物应在8.0%以上,其乳酸菌数或酵母数超过107个/mL,大肠菌群为阴性。一般使用乳酸菌作发酵剂,通过乳酸发酵的乳称为乳酸发酵乳或酸乳,例如典型的酸乳、发酵酪乳等,制品中含有乳酸及其他有机酸和微量芳香成分等,但不含酒精。另一类使用酵母和乳酸菌混合发酵剂进行酒精发酵的乳称为酒精发酵乳或称乳酒,例如酸乳酒、酸马乳酒等。根据规定,乳固形物3%以下,以乳酸菌发酵乳为原料制成的饮料称为乳酸菌饮料,以与发酵乳相区别,乳酸菌饮料含乳酸菌106个/mL以上。
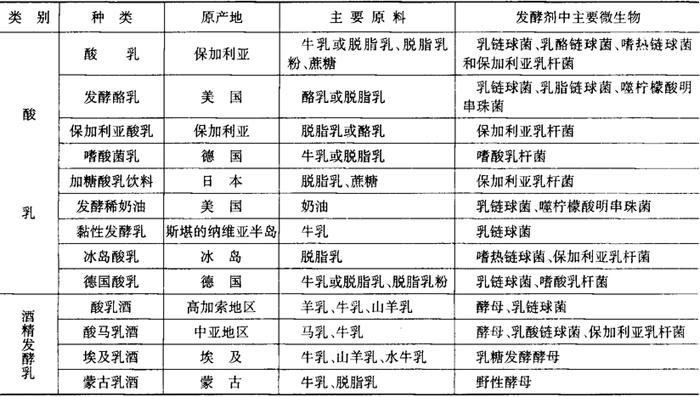
主要发酵乳的种类及其所用原料和发酵微生物见表2-2-4。发酵乳中较为盛行的是酸乳。美国更盛行人造酪乳,日本特有酸乳制品是加糖酸乳饮料。
表2-2-4 主要发酵乳的种类
(二)发酵剂及其作用
1.发酵剂中主要微生物
发酵乳发酵剂中主要微生物及其特性见表2-2-5。
表2-2-5 发酵乳发酵剂主要微生物及其特性
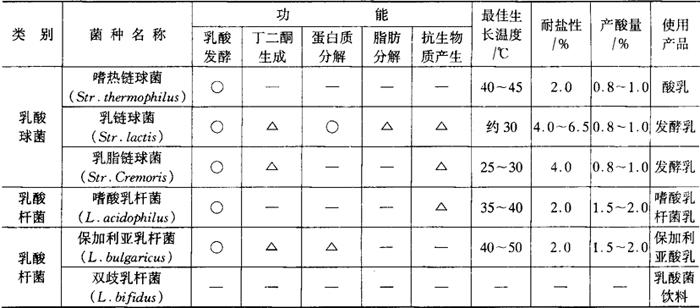
注:〇-菌种共有性质;△-部分菌种特性。
2.发酵剂的作用
发酵剂的作用由产品种类和使用的菌类决定,主要作用如下述。
(1)乳酸发酵 将牛乳中的糖变为乳酸和其他物质是使用发酵剂的最主要的目的。乳酸发酵使牛乳的pH降低,生成凝乳和产生酸味。对于发酵乳来说,乳酸发酵是为了形成均匀的凝乳,产生风味。乳酸菌的发酵可以分为同型发酵和异型发酵。
①同型发酵:乳酸链球菌、乳脂链球菌等同型发酵乳酸菌在嫌气条件下,将葡萄糖变为乳酸。

由乳糖生成的葡萄糖变为乳酸的同型发酵(EMP)过程如图2-2-4所示。首先乳糖由β-半乳糖苷酶分解为葡萄糖和半乳糖。EMP(Embden-Meyerhof-Parnas)途径,由葡萄糖-6-磷酸生成2分子乳酸,半乳糖则经过半乳糖-1-磷酸、葡萄糖-1-磷酸、葡萄糖-6-磷酸,由乳糖分子生成4分子的乳酸。

图2-2-4 同型乳酸发酵(EMP)途径
②异型发酵:在葡萄糖嫌气发酵过程中,除乳酸外还生成CO2和挥发性物质时,就成为异型发酵,一般可用下式表示:

异型发酵由乳糖生成葡萄糖-6-磷酸与同型发酵是相同的,但以后经过HMP(Hexosemonophosphate)途径,由1分子葡萄糖生成1分子乳酸,同时生成乙醇和碳酸气,乳糖异型发酵过程(HMP)见图2-2-5。根据菌种和环境条件的不同,可以采取种种异型发酵形式。

图中:NAD:辅酶Ⅰ(二磷酸吡啶核苷酸)
CoA:辅酶A
NADP:捕酶Ⅱ(三磷酸吡啶核苷酸)
图2-2-5 异型乳酸发酵(HMP)途径
酸乳发酵剂为同型发酵的乳酸菌,95%的糖都变成乳酸,仅有少量副产物,但随乳酸量的增加,酸乳发酵菌受到抑制,因此乳糖不能完全被消耗,通常仅有约30%的乳糖被发酵。由表2-2-5可见,酸乳发酵时嗜热链球菌耐酸度为0.8%,保加利亚乳杆菌耐酸度为1.5%~2%。
(2)分解蛋白质 蛋白质分解一般按下式反应进行:

酪蛋白分解生成肽和氨基酸,从而产生风味。蛋白质分解能力与乳酸生成能力有关。乳酸球菌与乳酸杆菌是高酸生成菌,其蛋白质分解能力也强,特别是乳链球菌和干酪乳杆菌。一般乳中的游离氨基酸浓度约为0.01%,乳链球菌可使其浓度增加至0.06%。在32℃条件下,干酪乳杆菌分解蛋白质,可溶性氮含量可达全氮的10%~17%。在培养基中添加CaCO3,调整pH,干酪乳杆菌可以与乳链球菌一样,能充分分解蛋白质。保加利亚乳杆菌在乳中也有较高的分解蛋白质能力。
(3)分解脂肪 乳脂肪在酯酶作用下,水解生成脂肪酸和甘油。乳链球菌和干酪乳杆菌有分解脂肪的能力,主要用于硬干酪的熟成。乳酸菌发酵剂最易分解三丁酸甘油酯。以牛乳为原料的酸乳中,饱和脂肪酸量较原料乳中含量相对增加,但油酸、亚油酸、棕榈酸和硬脂酸量相对减少。
实际上使用发酵剂不仅是为了分解脂肪,还兼有乳酸发酵和蛋白质分解的目的。
(4)产生风味 从广义来说,风味生成物质包括蛋白质和脂肪分解菌生成的低级分解产物。发酵乳制品的芳香主要来自丁二酮和3-羟基-2-丁酮。3羟基-2-丁酮可由同型发酵菌好气碳水化合物代谢生成,但一般由乳酸菌异型发酵菌厌气代谢生成。按风味生成途径,可分为乳糖途径和柠檬酸途径。
①由乳糖生成芳香性物质:明串珠菌作用时,由乳糖分解成的葡萄糖经过HMP途径变为甘油醛-3-磷酸,其次经过EMP途径变为丙酮酸。丙酮酸通过脱碳酸酶与硫胺素焦磷酸(TPP)变为乙醛-TPP(活性乙醛)。同时与过剩的丙酮酸反应变为α-乙酰乳酸。α-乙酰乳酸脱碳酸,生成3-羟基-2-丁酮。另一方面,乙醛-TPP与乙酰辅酶羧基反应,生成丁二酮,丁二酮还原就成3-羟基-2-丁酮。
另一方面,同异发酵菌的变种丁二酮乳酸链球菌(Str.diacetilactis)经过EMP途径变为丙酮酸以后,与明串珠菌一样,经过乙酰乳酸生成芳香性物质。
②由柠檬酸生成芳香性物质:明串珠菌、丁二酮乳酸链球菌都能分解柠檬酸。柠檬酸首先经过柠檬酸分解酶的作用,分解成丁酮二酸和醋酸,其次经过丁酮二酸脱羧酸酶的作用生成丙酮酸,以下过程与由乳糖生成芳香性物质的过程一样。丁二酮乳酸链球菌体内有柠檬酸渗透酶,柠檬酸进入菌体内就会使柠檬酸分解。
综上所述,由乳糖和柠檬酸生成丁二酮和3-羟基-2-丁酮的反应式如图2-2-6所示。
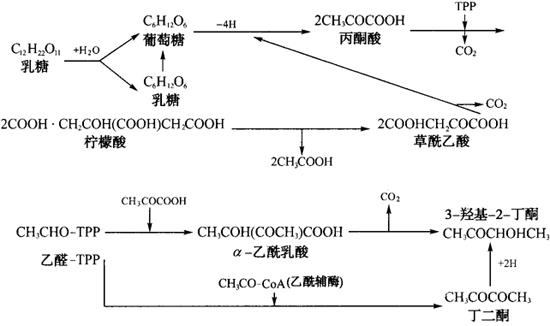
图2-2-6 由乳糖和柠檬酸生成芳香性物质的途径
(三)酸乳生产技术
1.酸乳的发酵微生物
酸乳或酸奶是世界各国制造历史悠久的一种典型酸乳。近年来,混合果汁的水果酸乳也广为普及。
如前表2-2-4所示,酸乳的发酵剂有乳链球菌、乳脂链球菌、嗜热链球菌、嗜酸乳杆菌和保加利亚乳杆菌等,可以使用单一菌种,也可使用两种或两种以上的混合菌种。混合菌种通常为保加利亚乳杆菌与嗜热链球菌或乳链球菌的组合。其混合比例,例如在45℃温度下培养时,保加利亚乳杆菌与嗜热链球菌的混合比为1∶1;在30~33℃温度下,保加利亚乳杆菌与乳链球菌的比例为1∶4时是合适的。使用混合菌种时,可以获得独特风味的酸乳制品。
酸乳的发酵过程首先是链球菌开始增殖,生成酸,形成适合保加利亚乳杆菌生长的pH,因此发酵后期,保加利亚乳杆菌成为优势。发酵初期由链球菌缓慢生成的酸与凝乳组织密切相关,而保加利亚乳杆菌增加酸度,赋予良好的风味。保加利亚乳杆菌的某些菌株会生成黏质物,可制成黏稠型凝乳,增加凝乳的硬度。
2.生产工艺
酸乳是以全乳或脱脂乳为原料,加入8%~10%的砂糖,溶解后加热杀菌,冷却并加入2%~3%的乳酸菌纯培养的发酵剂进行发酵,分有搅拌型酸乳和凝固型酸乳,产品冷藏,数日内消费。生产工艺流程如图2-2-7所示。

图2-2-7 酸乳生产工艺流程
3.生产要点
(1)配料 酸乳的原料配比见表2-2-6,按这些配方制成的酸乳无脂乳固形物8%~12%,砂糖8%~10%,乳酸1%。配料时,首先将脱脂乳加热至50~60℃,然后与脱脂乳粉和砂糖混合,这时为了增加凝乳的硬度也可以用0.1%~0.5%的琼脂或明胶、海藻酸钠取代脱脂乳粉。
表2-2-6 酸乳原料配比 单位:%

在需要添加合成色素时应考虑乳酸菌的还原脱色作用,添加量可适当多一些。
(2)过滤或均质 均质是为了防止发酵过程中产生脂肪分离,同时可使酸乳制品的组织变得均匀柔和,并提高口感和风味。均质压力一般为7.5~8.5MPa。
(3)杀菌与冷却 混合料一般进行90℃、30min的杀菌,用板式换热器时可进行80℃、2min,115℃、1min,135℃、2s的分段杀菌。杀菌温度和时间的不同,会引起酸乳黏度、乳清分离量的变化,因此杀菌条件要考虑原料的配合状态。杀菌后冷却,冷却温度可根据菌种决定,一般冷却温度37~45℃,用乳链球菌时则需冷却至30℃。冷却后添加适当香料,香料品种有柠檬、甜橙、草莓和香草等。
(4)添加发酵剂 有活力的发酵剂按一定比例混合、粉碎后,一般以2%~3%的量加入混合料中。调制的菌种浆出现块状时要进行过滤。
(5)装瓶 加入菌种的混合料应尽快分装在蒸汽杀菌的瓶内,并加盖密封。
(6)发酵 短时间发酵时,使用保加利亚乳杆菌和嗜热链球菌的混合菌种,在45~60℃条件下,发酵时间控制在4h以内。一般发酵时,用保加利亚乳杆菌和乳链球菌在33℃温度下发酵,时间不超过10h,当达到酸度0.7%~0.8%时移出发酵室。
搅拌型酸乳在发酵罐中凝固成的凝块经搅拌破碎,当pH4.2~4.5时停止发酵。pH应在4.9以下,pH5.3以上时易造成乳清分离。
(7)冷却 搅拌型酸乳经过破碎的凝乳用板式或管式换热器冷却至3~5℃,并在罐内熟成一昼夜。凝固型酸乳发酵后凝块放入0.5℃的冷库内冷却。冷却至5℃左右约需4h,至少需要3~4h的冷藏。酸乳冷藏过程中,酸度稍有上升,应在酸度0.8%~0.9%时出厂,并在2~3d以内消费。
4.水果酸乳及其他酸乳
水果酸乳是在普通酸乳原料中添加天然果汁等制成的。果汁种类有菠萝、柑橘、草莓、桃、葡萄等。在脱脂乳中添加2%脱脂乳粉、10%砂糖,杀菌后除加入3%~5%水果基料、5%天然果汁外,还加入食品香料、硬化剂、食用色素等,接种2.5%发酵剂进行发酵,菌种主要是保加利亚乳杆菌。当使用能还原色素的菌种时,色素要稍多加些。添加色素时,水果酸乳的酸度难以测定,但可以测定pH。
美国Burkey制造的酸乳,一般使用炼乳(浓缩至2/3),杀菌条件82℃、30min或98℃、60~90min。加热过度时,凝乳变脆。原料乳含脂肪时应进行均质。菌种主要使用嗜热乳酸菌,发酵条件为45℃、3h。
日本的中西使用脂肪含量1%的脱脂乳,在其中混合2%~4%的脱脂乳粉或脱脂炼乳、7%砂糖。混合菌种按保加利亚乳杆菌为2,嗜酸乳杆菌、乳链球菌、嗜热链球菌各1的比例调制,按2%的量加入,在32℃下发酵8~10h,可制得良好风味的酸乳。
其他酸乳制品还有类似酸乳的液体酸乳,将浓缩至固形物18%~20%的牛乳接入菌种培养后,将生成的凝乳搅碎分散,然后装瓶,这种液体酸乳放置10~14d也不会分离乳清。这种酸乳的制造方法接近人工酪乳。
另外日本的津乡、谷口的研究表明,在酸乳中添加0.02%的肌苷酸钠,可以促进保加利亚乳杆菌的生长和加速酸的生成,缩短酸乳的制造时间。在现代化酸乳生产中,能自动控制发酵时的pH,可以制造优质且质量一致的酸乳制品。
5.酸乳的质量和营养价值
(1)酸乳的成分 酸乳的一般成分根据生产方法而有差异,一般酸乳成分如表2-2-7所示。
表2-2-7 酸乳的成分

(2)酸乳的质量与判定 酸乳的质量指标有稠度、组织、色调、乳清分离程度、风味、弹性等。此外,还有凝乳硬度。凝乳硬度用酸乳硬度计测定,硬度值在10℃下一般为30~40g。简单的判断方法是将酸乳瓶倒过来,凝乳不破坏落下时为优质。
(3)酸乳的维生素强化和乳酸菌的作用 酸乳富含维生素B2,但缺乏维生素B1和维生素C。研究表明,强化维生素B1和维生素C的酸乳在保藏过程中,当单独使用乳链球菌或保加利亚乳杆菌时,维生素C破坏严重,而混合使用嗜热链球菌和嗜酸乳杆菌时可以减少其破坏。另外混合菌种发酵时,减少空气的含量可以增加维生素B1和维生素C的残存率。因此,强化维生素B1和维生素C应在原料杀菌、冷却后进行。适当选择混合菌株可以增加维生素残存率,提高保藏性。
6.酸乳的缺陷及其防止
酸乳的缺陷主要表现在抗生物质和噬菌体的产酸不足、产生异臭、凝胶脆弱、乳清分离等。一般认为,酸乳凝固迟缓的缺陷是由于菌体结构的变化现象,在用混合菌种制造酸乳的过程中,链球菌消失,同时保加利亚乳杆菌的菌体中含有大的球状体,而且变为革兰氏阴性。据认为,链球菌的消失是由于噬菌体的作用,但保加利亚乳杆菌失去增殖能力却引起人们的兴趣。另外也有报告指出,酸乳中抗生物质的存在会导致乳酸菌的变异。
酸乳异臭缺陷较多表现为不洁臭和苦味臭,主要来自原料乳和发酵剂。除细菌污染外也会发生乳脂圆酵母引起的果实臭。
脆弱凝胶的形成也是酸乳的主要缺陷,其原因有乳固形物不足、泌乳初期乳的使用以及杀菌条件过度等。防止方法有添加脱脂乳粉,牛乳均质化,添加少量凝乳酶,以及采用80~90℃、10min的杀菌处理。
脆弱凝乳时常伴有乳清分离现象,主要原因是牛乳中盐类分布不均。可用减轻加热处理条件,以及添加少量氯化钙的方法得以解决。
此外,酸乳或其他发酵乳有可能发生大肠菌群和酵母的污染,导致发酵乳制品的异常气体发酵,在凝乳中形成气泡,凝乳上浮。
(四)发酵酪乳生产技术
1.发酵酪乳及其微生物学的特性
发酵酪乳原来是制造奶油时产生的副产品酪乳,即白脱乳发酵而成的,但一般是在脱脂乳中加入发酵剂发酵成的。发酵酪乳与酸乳主要不同点是使用奶油发酵用的发酵剂,以提高其香气,并将凝乳破碎,搅拌成液体状。
发酵酪乳的特征取决于发酵剂,一般使用乳链球菌与噬柠檬酸明串珠菌(Leuc.citrovorum)或葡聚糖明串珠菌(Leuc.dextranicum)的混合发酵剂。从广义上说,发酵乳风味的产生是蛋白质和脂肪的分解菌将蛋白质和脂肪分解生成低级产物所致。酪乳芳香主要是柠檬酸的分解,具有这种作用的微生物以明串珠菌为主,部分链球菌和乳杆菌也有这种作用。分解产物,例如二乙酰、3-羟-2一丁酮、2,3-丁二醇等C4-化合物以及微量挥发酸、醇、醛等,特别是二乙酰,对风味形成有较大作用。另外菌株及其品质培养条件会影响风味的形成。
2.生产工艺
发酵酪乳生产工艺如下:
①将脱气、标准化和均质的优质脱脂乳、全乳或还原乳加热至80~90℃,保温30min以上。
②冷却至21℃,添加0.5%~2%的奶油发酵剂,充分混合。
③在21℃温度下发酵,至酸度0.8%~0.9%后,冷却至5℃,同时缓缓搅拌均匀后装瓶,冷藏。
3.注意事项
发酵酪乳生产要点如下:
①为了提高黏度,同时防止乳清分离,乳固形物应达到10%~11%。在杀菌温度高时应选用乳链球菌的黏质性菌种。
②为了提高风味,在乳固形物为9%、10%、11%时,最好在酸度分别为0.85%、0.89%、0.95%条件下,将凝乳破碎。
③杀菌、发酵、冷却、搅拌应使用带搅拌的不锈钢发酵罐。
④发酵过程中的酸度测定应从发酵罐的下部取样,搅拌应缓慢进行,防止空气混入。过度搅拌会引起乳清分离,因而是不合适的。
⑤在制造含有奶油粒的酪乳制品时,应将含有脂肪的全乳制成的发酵酪乳预先进行搅乳,或将另外调制的奶油粒以1%~2%的量加入酪乳中去。
⑥添加食盐也可以改进发酵酪乳的风味,添加量1%左右,可将食盐溶于少量水中后加入。
在使用单一发酵剂制成的酪乳制品中,添加合成香料可以补充风味。
4.发酵酪乳的缺陷
发酵酪乳的主要缺陷是乳清分离、产酸不足和缺乏风味。乳清分离影响感官质量,主要原因是固形物不足、杀菌不充分以及搅拌过度等。防止浮清分离可添加明胶及其他稳定剂,提高乳固形物含量,添加脂肪和使用黏质性发酵剂。
产酸不足和风味缺乏与培养温度有关,可以添加柠檬酸。
(五)保加利亚乳生产技术
1.生产工艺
保加利亚乳使用保加利亚乳杆菌之发酵酪乳的菌种,亦称保加利亚酪乳。
保加利亚乳的生产工艺与发酵酪乳基本相同,用保加利亚乳杆菌,培养条件37℃,10~14h。这种乳酸味强,黏性大,没有发酵酪乳那样的芳香,甚至有的制品酸度超过1%。培养初期,保加利亚乳杆菌增殖较慢,在此期间内有时会引起高温菌的污染,因此原料乳要求充分杀菌。
2.影响保加利亚乳品质的主要因素
生产中很多条件都影响保加利亚乳的品质,归结起来主要有以下几点:
①使用高酸度原料乳时乳清分离现象明显增加。
②酒精阳性乳会增加乳清分离,降低黏度。
③水合性高的酒精阴性乳添加磷酸氢二钠和明胶也不能改善乳清的分离。
④添加脂肪会减少乳清分离,但会明显影响酸乳的组织和稠度。
⑤63℃、30~60min的杀菌,乳清分离增加,组织和黏度也不良。82℃、15~30min或95℃、15min的杀菌较好。
⑥发酵剂接种量多,乳清分离少,黏度增加。
⑦酸度上升会减少乳清分离,大的酪蛋白粒子量和黏度增加,因此0.7%~0.8%的酸度较为合适。
⑧5~10℃、5h的冷却可以改善组织,10℃以下的贮藏酸乳质量更佳。
(六)嗜酸菌乳生产技术
1.嗜酸菌乳的特征
脱脂乳或全乳以嗜酸乳杆菌为发酵剂发酵而成的酸乳称嗜酸菌乳。嗜酸乳杆菌一类的乳酸菌到达肠内后生成乳酸和维生素B类,乳酸在肠内形成酸性环境,有抑制有害腐败菌和病原菌生长的作用,因此嗜酸菌乳主要用于医疗目的。研究表明,嗜酸菌乳具有整肠作用,对慢性便泌或痢疾等肠道疾病有治疗作用。另外在肠内生成维生素B类,对肝脏有好处,维生素B12可用于贫血的辅助治疗。嗜酸菌乳风味较差,产酸缓慢,易受杂菌感染。为提高菌的活性,有时添加5%的番茄汁或胡萝卜汁,这种酸乳在美国较为普及,由于酸度高,可以长期保藏。除食用外,还作家畜饲料。
嗜酸菌酸乳与嗜酸菌乳相类似。
2.生产工艺
嗜酸菌乳生产工艺如下:
①选择优质原料乳,加入5%的番茄汁,在100℃下杀菌1h后,冷却至37℃,放置4h。如有芽孢菌生长,需要再次在100℃温度下杀菌1h,并冷却至37℃。
②添加1%~2%的嗜酸乳杆菌发酵剂,在30℃温度下恒温发酵至凝固(酸度0.7%~0.8%,约需18h以上)。发酵终止后,冷却至10℃以下,冷却同时搅拌,将凝乳搅碎成液状。
③装瓶并在5~10℃下冷藏,1星期后出厂。
近年来开发了嗜酸菌乳的粉末制品,这是脱脂炼乳经过嗜酸乳杆菌发酵后喷雾干燥而成的。用浓缩乳制成的这种粉末制品,嗜酸菌活性可以保持两年以上的时间。在俄罗斯有用嗜酸乳杆菌和酵母为发酵剂制成的嗜酸菌酵母乳。
(七)加糖酸乳饮料生产技术
1.加糖酸乳饮料的特点
在脱脂乳中加入乳酸菌进行乳酸发酵,在其发酵液中添加多量的砂糖和适当香料,这种经过加热杀菌而成的糖浆状饮料也称酸乳,饮用时用水稀释数倍就成酸乳饮料。酸乳饮料为了保存目的而进行加热杀菌,这样乳酸菌在用于发酵后被加热致死,因此酸乳饮料没有活菌存在,不具有发酵乳和乳酸菌饮料那样的效果。这种饮料是日本开发的,适合日本人的嗜好。近年来又开发了加入天然果汁的酸乳饮料,此外还有不经发酵而人工添加有机酸的人工酸乳饮料。
加糖酸乳饮料以脱脂乳为原料,营养价值比牛乳低,但有爽快的酸味和甜味。砂糖可以保持酪蛋白粒子的分散状态,同时产生黏性,具有防腐作用。为了防止酪蛋白的沉淀分离和产生特殊风味,常添加蜂蜜和糖稀,近年来更多使用合成稳定剂。
2.生产工艺
将脱脂乳或脱脂乳粉的还原乳经过90℃、20~30min的加热杀菌并冷却至38℃后,接种约2%用另外脱脂乳纯粹培养的保加利亚乳杆菌,在38℃下恒温发酵24~48h,至酸度1.5%~1.8%。当酸度低时可添加乳酸或柠檬酸。发酵乳用搅乳机充分搅拌,将凝乳细碎后加热至80℃,与此同时加入1.5~1.8倍量的砂糖。或加入约一半量的砂糖加热,然后再加余量砂糖,砂糖完全溶解后趁热过滤,冷却后加入香料,装瓶,然后进行30~60min蒸汽杀菌。
在以乳和砂糖为主要原料的白色制品中,可以加入果汁,赋予一定的香味和色调,这种加果汁的酸乳饮料有时亦称有色酸乳或水果酸乳。
加糖酸乳的标准成分为:水分46.4%,蛋白质1.7%,脂肪0.1%,糖51.5%。所含糖量大部分是添加的糖。
3.加糖酸乳饮料的缺陷和防止方法
(1)酪蛋白的沉淀与分离 酸乳饮料在保藏过程中往往会出现酪蛋白分离现象,饮料被分为两层。其原因是稳定剂加量不足的杂菌污染。研究表明,防止酸乳酪蛋白分离,砂糖加量应达85%。另一方面,添加果汁的酸乳饮料,酸乳和果汁中悬浮的胶体粒子发生凝聚,互成澄清剂作用。这一缺陷可通过添加藻酸酯(藻酸丙二醇酯)稳定剂得以解决,藻酸盐的酯化度越高越稳定。普通加糖酸乳饮料添加藻酸酯的稳定性与添加剂合成方法和酸乳发酵条件有关。
(2)杂菌污染 加糖酸乳饮料的原料乳有时检出野性酵母,这种乳糖发酵性酵母,与乳酸菌共存时,可以对牛乳进行酒精发酵。加糖酸乳污染这种乳酸发酵性酵母后,容易产生具有气泡和龟裂现象的异常凝乳,成为酸乳饮料的缺陷,多为原料乳杀菌不彻底,因此杀菌时应加注意。