激光切割工艺参数
书籍:焊接技术手册
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第719页(778字)
1.激光功率与切割速度
激光切割功率取决于材质、厚度和切割速度,功率越高可达切割速度越大,功率一定时切割速度随厚度增大而降低,如图12-22(a)所示。
2.离焦量
不恰当的离焦量将会明显增加割缝宽度,如图12-22(b)所示。
3.辅助气体种类及流量
用氧作辅助气体可因激烈氧化反应产生大量热量,有利于提高切割速度和厚度。用氩作辅助气体时无氧化,切口边缘干净,但下缘易生挂渣,不易除去。氧气流量增大,割缝宽度将减小,如图12-22(c)、(d)所示。脉冲切割的割缝宽度极小,适用于复杂形状工件的精密切割。
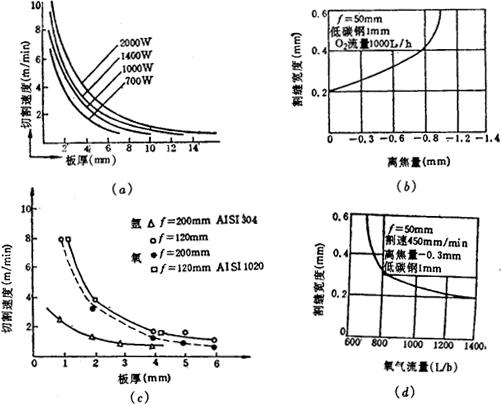
图12-22 激光切割参数对速度及质量的影响
(a)功率与切割速度 (b)离焦量与割缝宽度 (c)辅助气流与切割速度 (d)辅助气流与割缝宽度
4.偏振方向
利用恰当的反射或折射镜调制激光偏振方向,可以获得图12-23所示的偏振激光,而不同偏振方向的激光切割割缝宽度将有明显差别,但激光切割非金属及高吸收率材料时,这种影响不存在。
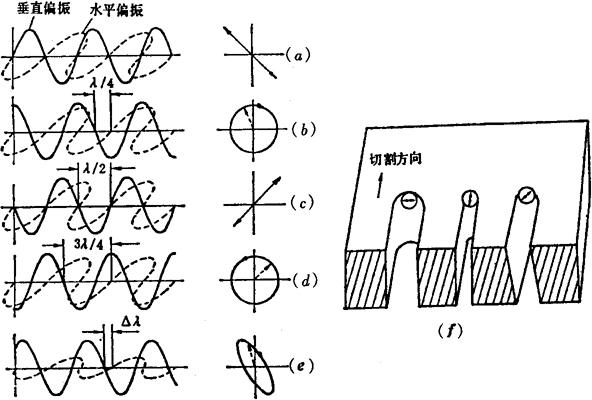
图12-23 激光偏振方向对割缝宽度的影响
(a)(c)直线偏振 (b)(d)圆偏振 (e)椭圆偏振 (f)偏振方向对割缝宽度的影响
上一篇:熔焊接头的基本类型及工作应力分布
下一篇:焊接应力与变形