镍铬不锈钢的耐蚀堆焊
出处:按学科分类—工业技术 上海科学技术文献出版社《焊接材料选用手册》第186页(1298字)
镍铬不锈钢被广泛地用于有耐蚀要求零部件的表面堆焊,如大型核容器、化工设备和管道内壁的堆焊,阀门壳体的堆焊,以及某些热交换装置的堆焊等等。
1.堆焊件母材对堆焊层的影响
堆焊件母材一般有低碳钢、中碳钢、低合金钢和耐热钢等熔化引起的合金元素稀释和增碳作用。为了保证堆焊层具有所需的耐蚀性能,必须顾及母材。所以在堆焊前要先了解母材的化学成分,以便正确地选择焊材。在要求保持一定强度水平的情况下,应优先选用含碳量较低的低合金钢母材而不选用含碳量较高的中碳钢,以减少耐蚀层中的含碳量,提高耐腐蚀性能。同时亦可通过选择合适的堆焊方法和合理的堆焊工艺来降低母材对堆焊层的稀释。
2.堆焊方法的选择
可采用的堆焊方法很多,常用的有手工电弧堆焊、钨极气体保护堆焊、熔化极气体保护堆焊、埋弧堆焊和电渣堆焊等,但其中应用得比较普遍的是带极埋弧堆焊和带极电渣堆焊,表3.5-3列出了几种堆焊方法的比较。
表3.5-3 堆焊方法的比较
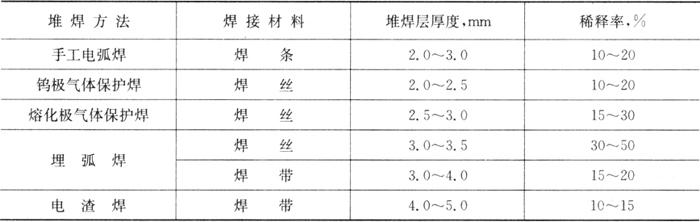
从表3.5-3比较来看,带极埋弧堆焊和带极电渣堆焊一方面具有较高的熔敷速率,单道堆焊就能获得比较高的堆焊层厚度,另一方面也能保持较低的稀释率,获得比较满意的堆焊层化学成分,因此是较为理想的可选用的焊接方法。在焊接规范选择上,采用较低的焊接速度和较小的焊接电流更能进一步控制堆焊层的稀释率。
3.堆焊工艺和堆焊材料选择
为了使堆焊层表面能得到所需要的化学成分和满意的耐蚀性能,一般均采用多层堆焊的工艺,而且在堆焊第一层即过渡层时,经常采用铬镍合金含量较高的堆焊材料,以缓冲来自母材的稀释,如在堆焊308L时,一般先堆焊一层309L作为过渡层。有时为了简化工艺,也有用同一种材料连续堆焊三层或三层以上的工艺来保证所需的表面层化学成分。对电渣堆焊来说,在某种情况下,仅需堆焊一层就能获得要求的堆焊层表面。
对于堆焊用焊材,为了使堆焊层的含碳量能控制在0.030%以下,最好选用含碳量低的超低碳(C≤0.020%)的铬镍不锈钢焊带和纯净度高的埋弧焊或电渣焊用焊剂。
表3.5-4举例列出带极埋弧堆焊和电渣堆焊时第一层和第二层及其以上的常用堆焊材料匹配表,供在选用时参考。
表3.5-4 不锈钢带极堆焊常用焊材匹配

注:①指堆焊表面层熔敷金属的种类代号,具体焊剂牌号可向有关焊剂厂咨询。
②堆焊层数根据需要而定。