切削工具用的合金工具钢
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第301页(1783字)
这一类工具钢属于含有少量合金元素的高碳低合金钢。由于合金元素含量低,硬度、强度、耐磨性、特别是红硬性远不及高速工具钢,一般切削温度超过300℃时,刀具即失去切削性能,不能适应高速切削的需要。但合金工具钢正由于合金元素含量低,因而具有较好的锻造,热处理和机械加工等工艺性能,价格也较为低廉,同碳素工具钢相比,又具有淬透性好,热处理变形小等特点,所以仍用于一些低速条件下小型和细长刀具的制造。作为金属切削工具常用的合金工具钢有9SiCr、CrWMn、W和CrW5,有时也用Cr2或9Mn2V。此外,GB1299-77量具刃具用钢钢组中CrMn、Cr2主要作为量具用钢,8MnSi、9Cr2可用于木工工具,Cr06专门用来制造剃刀、雕刻刀和外科手术用锋利的手术刀,V钢可作为刀具材料,但多用于凿子、风钻、风镐等凿岩工具。这些钢号中除9SiCr、CrWMn、CrMn钢产量稍大外,其余钢号用量极少。GB1299-77量具刃具用钢的化学成分见表101。
表101 GB1299-77量具刃具用钢钢号和化学成分
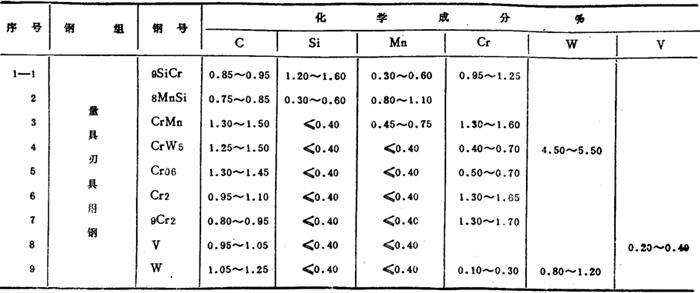
注:硫、磷含量各不大于0.030%。
9SiCr是我国应用较为广泛的一种合金工具钢,不但被用来制造切削工具,如板牙、手用丝锥、手用铰刀和硬质合金钻头刀体,而且也用于小型冲模和夹具零件。9SiCr中由于含有铬和硅,铬提高了钢的淬透性,可以进行分级淬火和等温淬火,减少了热处理变形;硅除增强淬透性外,还提高了工具钢淬火后的抗回火稳定性,并增大碳化物的分散度,在低温回火的情况下,使碳化物弥散析出,均匀分布,改善了淬火钢的机械性能。一般9SiCr在860~870℃淬火,180~200℃回火,硬度可达HRC60以上。但9SiCr过热敏感性和脱碳敏感性较为严重,如淬火加热温度超过880℃时,将会引起晶粒显着长大,造成淬火后组织粗大。此外,加热过程中要防止氧化脱碳。
W和CrW5钢中随着钨的加入,并不增强淬透性,主要是生成合金碳化物,提高工具钢的硬度和耐磨性。W钢加热到800~830℃水淬,硬度不低于HRC62;CrW5经820~840℃水淬,硬度可达HRC65~67。由于W钢淬透性较差,只能用来制造截面较小,切削速度较低,工作温度不高的小型切削工具。CrW5因具有高的室温硬度和耐磨性,多用来制造各种精加工刀具,如中等切削速度下工作的小型车刀、铣刀和雕刻用刀具。这两种钢的可磨削性良好,可以保证光洁表面和精确的尺寸,但碳化物不均匀度增高,所以已逐渐被其他工具材料代替。
CrWMn属冷作模具钢,但也普遍用来制造细长刀具和夹具零件,在我国也是年产量较大应用较广的一个合金工具钢钢号,其应用范围与9SiCr相同。CrWMn保留了钨钢的特点,具有高的室温硬度和耐磨性,由于含铬和锰,又具有良好的淬透性,当加热到820~840℃经油淬或经150℃硝盐淬火,硬度可达HRC62以上。因CrWMn在250~350℃之间回火呈现回火脆性,所以为提高韧性,回火温度应不超过260℃。作为切削工具一般在150~170℃回火,硬度为HRC62~65。用来制造板牙时,在190~200℃回火,硬度仍可保持HRC60~63。同9SiCr相比,CrWMn的韧性、耐磨性和加工工艺性能都有改善,特别适于制造低速条件下大直径的尖刃刀具,如丝锥、拉刀和造纸业用的切纸刀以及切削木材用的刨刀等。
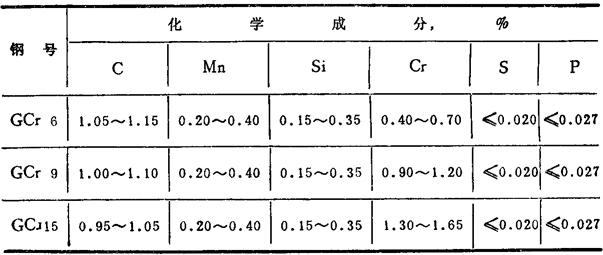
制造金属切削工具除高速工具钢和合金工具钢外,有时也采用铬轴承钢GCr6或GCr9。铬轴承钢属高碳低铬合金钢,由于含有少量铬,显着提高钢的淬透性和淬硬性,压力加工和机械加工性能又与碳素工具钢接近,优于含硅和含钨的工具钢,可以用来代替碳素工具钢和合金工具钢制造小直径的钻头、丝锥等工具。
用于工模具的铬轴承钢钢号和化学成分见表102。
表102 铬轴承钢钢号和化学成分